Új hozzászólás Aktív témák
-

Szirty
őstag
válasz
 dodzylla
#3682
üzenetére
dodzylla
#3682
üzenetére
Helló dodzylla!
Szerintem egy PLC program elkészítéséhez vagy módosításához az alábbi információkra van (minimum) szükség:
- Az összes felhasznált be és kimenet funkciójának leírása
- A feladat pontos leírására, amit a programnak végre kell hajtania
- Módosítás esetén a belső változók, timerek, számlálók, felhasznált memória címek stb, funkciójának leírásáraA két kép alapján amiket linkeltél ezeket részben ki lehet silabizálni, viszont én azt gondolom, hogy nem a válaszolónak kellene megküzdenie az információkért hogy a kérdést megfelelően tudja értelmezni és arra tudjon válaszolni, hanem a kérdezőnek.
Ha te ezt másképpen gondolod, akkor nem tudok (és nem is nagyon akarok) segíteni.
Így legfeljebb olyan fél információkkal szolgálhatok, amilyen fél információkkal te szolgáltál.A kézi és automata üzemmód "közösítése' azaz a megfelelő kimenetek kapcsolása az üzemmódtól függően végtelenül egyszerű:
Kell egy választási lehetőség ami leggyakrabban egy bemenet (ebben az esetben egy Kézi-Automata üzemmód kapcsoló). Ez a bemenet fogja eldönteni, hogy az adott kimeneteket melyik üzemmódhoz tartozó logikai eredmény stimulálja. Ez egyszerű párhuzamos kapcsolás ahol az üzemmód kiválasztó kapcsoló a párhuzamos ágak közül az egyikben normál (NO) a másikban fordított (NC) feltételként szerepel.A fentebb vázolt információhiányosságok miatt a mellékelt képeidből sem derül ki egyértelműen, hogy pl. a "Balra" funkcióval felvértezett fizikai kimenet címe 10.02 vagy 200.02. Emiatt a kérdésedre válaszolandó konkrét programpélda megalkotásától eltekintek.
-
Szirty
őstag
válasz
dodzylla
#3686
üzenetére
Hi dodzylla!
Értem.
Az titok, hogy pontosan melyik be éd kimeneten mi van és hogy melyik lépésben, (M1, M2, M3, stb) milyen mozzanatot szeretnél végrehajtani a mellékelt programrészlet szerinti elképzelésed szerint?Vagy a linkelt program nem a te elképzeléseidet tükrözi?
-

byte-by
tag
válasz
dodzylla
#3690
üzenetére
halo dodzylla !
nagyon optoved-esnek néz ki a hardver is meg a program is.lehet, hogy tévedek
persze.mindegy.
az automata üzem vagy a kézi üzem nem lehet "8" vagy "9".
meg "kéne lennie".
nyilvánvalóan azok bemenet címek : 000.08 -kézi üzem, és 000.09 - auto mód bemenet.Szirty arra gondol, és igaza van, hogy nem adtál információt a konkrét IO címekrol, és a
kívánt szekvenciáról sincs információ.a merkerek akármik lehetnek, de az IO címek fizikai
része a dolgonak.(ha tényleg optoved-es, akkor az öreg (most nem tudom milyen bácsi) biztos elmondta, hogy az
IO-k pontos ismerete és bekötése nélkül plc programot írni nem lehet.)annyit tudok segíteni, hogy ha egyébként a kézi és az automata szekvencia külön-külön
muködik akkor csak létre kell hozni egy kézi és egy auto merkert majd azokat betenni az
ágakba feltételként.(a két program részt egy programba kell tenni, de figyelni , hogy en legyen duplikáció)ahogy Szirty írta a kézi merker legyen feltétele a kézi üzemnek az auto merker leállítója a
kézi üzemnek és persze fordítva.(mivel itt az auto és a kézi mod két bemenet)
az auto merker legyen feltétele az auto üzemnek a kézi merker a bontója.vagyis egymásba
reteszelni a kimeneti biteket.a legjobb ha ezek után alaphelyzetet kell felvenni.illetve még azt kell megtenned, hogy a kézi módban lévő fizikai kimeneteket(
010.01,010.02,stb.) helyettesíted merkerekkel (bitekkel,pl: 210.0-le, 210.1-jobbra,210.2-
balra, stb.)és az autó mód végén található "kimenetek " networkben párhuzamosan megadod
feltételként fizikai kimeneteknek.
kimeneteket nem használunk fel ilyen egyszerü plc
programban egynél többször.ezzel kevés mósosítással, működhet a program.
az alábbi program részlet nem Omron, de a lényeget tükrözi, a szimbólum nevek omronos címek.
másra nincs szükség, mégegyszer mondom, ha egyébként a két szekvencia müködik .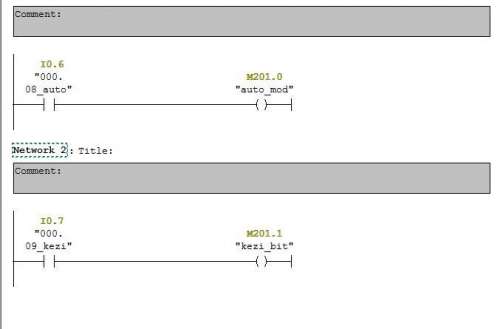
egy bit is elég lenne , de az omronos példában kettő van , ezért adtam meg kettőt.
[ Szerkesztve ]
-
Szirty
őstag
válasz
dodzylla
#3696
üzenetére
Helló dodzylla!
"Köszi, egyébként ahogy hallgatom az öreget ez viszonylag régóta üzemelő dolognak tűnik, mégsem találok semmilyen szakirodalmat ami jó lenne alapokra,"
Magam is tettem bizonyos erőfeszítéseket hogy ez a helyzet változzon.
Egyébként több PLC-hez van gyártó által készített magyar nyelvű leírás, amiből tanulni is sokat lehet.
Az OKJ-s PLC tanfolyamok csak a felszínét karcolják meg a témának. Nem fognak megtanítani PLC-t programozni, de utat mutatnak, egyszerű és elnagyolt képet adnak arról mi is ez."Más, ti otthonra tudnátok ajánlani esetleg valami gyakorló készüléket amin élesben lehet gyakorolni, vagy inkább a virtualizált környezet alkalmasabb erre?"
Véleményem szerint otthonra PLC-t venni gyakorlás céljából nem érdemes. Ezek az eszközök túl drágák az ilyesmihez.
Ráadásul az egy ventilátor búgatásából meg LED-ek villogtatásából hamar kihozza az ember amit lehet. Egy komplett gépet vagy gép modell felépíteni meg szintén nagy munka és drága. Ezzel is csak egy bizonyos szintig lehet eljutni (néhány I/O), hiszen komplett csomagoló gépsort vagy égető kemencét senki nem épít fel otthon.Inkább a szimulációkkal érdemes foglalkozni. Sajnos ennek m eg komoly szoftveres követelményei vannak, és nem mondanám, hogy a szoftverek olcsók. Viszont kevesebb fizikai korlátja van akár egy komolyabb gép szimulációját felépíteni.
A web oldalamon (aminek címe minden üzenetem alján ott van) van néhány primitív "szimuláció". A tapasztalatok azt mutatják, hogy az ilyenekből sokat lehet tanulni (PLC programot írni ami a szimulált gépet megfelelően működteti).
Persze a szimuláció a valóság leegyszerűsítése ami miatt sok olyasmit nem tapasztalhatunk meg általa amit egy valódi berendezés programozásánál olykor át kell élni.
Nem olvad salakká a mágneskapcsoló, ha egyszerre kapcsolja be a program a két irányt (vagy nagyon gyorsan kapcsolgat oda-vissza). Nem gurulnak szerteszéjjel éktelen csörömpöléssel a leboruló raklapról az üvegek mert egy időzítést elnéztünk. Nem megy tönkre több tonna áru milliós kárt okozva egy hibás program miatt, stb.
Az OKJ-s tanfolyam lehet az úton az első lépés, a LED-ek villogtatása, a szimuláció a második, de hosszú az út.Ha még nem nagyon jártál legalább közepes vagy nagyobb gyárban, javasolnám hogy ha teheted egyszer nézz be ilyenbe és nézd meg hogyan működik, mi működteti, nézz be vezérlő szekrényekbe, ha engedik akkor a vezérlő programokba, figyeld meg hogy mit csinál a gép működés közben.
Valószínűleg vagy nagyon elkeserít majd, vagy nagyon fellelkesít. ha az utóbbi, akkor hajrá! Küzdelem nélkül nincs igazi siker :-) -

sörösló
aktív tag
válasz
dodzylla
#3696
üzenetére
El kell keserítselek, az "otthoni gyakorló készülék" sem 2 fillér. Lehet használni az offline virtuális környezetet, bár nem minden készülékben van ilyen (pl. Unitronics). Amelyikben meg van, az gyakran
csak a durva programhibákat hozza ki. A szimulátorral nagyon szépen műxik minden, aztán amikor ráteszed a gépre, jönnek a meglepik. Szóval nem egyszerű az élet, de ha a tudásvágy kitartással párosul, akkor minden sikerülhet. Rögös út ez, de ha végigjárod akkor csak a csillagos ég a határ. Már megint kaparok, de pl. Szirty sem úgy bújt elő az édes anyaméhből hogy a kisujjában volt az egész szakma. Persze más sem.
de pl. Szirty sem úgy bújt elő az édes anyaméhből hogy a kisujjában volt az egész szakma. Persze más sem." remélem hamarosan én is már inkább mentor leszek mint diák!"
Én inkább így fogalmaznék: remélem hogy majd egyszer...
Látom, Szirty már megelőzött.
[ Szerkesztve ]
-
byte-by
tag
válasz
dodzylla
#3694
üzenetére
halo dodzylla !
"Megcsinálom a két merkert amit fentebb írtál, ezeket feltételként beteszem az adott networkokbe, kézit- a kézibe, auto az autohoz, majd egyik feltételét "megszakításnak" úgy mint a "pirosgomb" nevű leállítást ....."
valami ilyesmi.
de én inkább a kézi program nework 1-2-3 -ban lévő fizikai kimenetek helyett tennék merkereket és az autómata üzem 6-os network-jába pedig párhuzamosan betenném.
mivel ránézésre az autó üzem 6-os network-ja a " kimenetek " network.optovednél ugy tanítják, hogy szekvencia - időzítők/számlálók-kimenetek.
Szirty siemens-es példaprogramjában látszik hogyan van összefésülve a kézi és az autó ág.
ha nem akarod összefésülni a két programot, egymás után is begépelheted, nem szép, nem praktikus, de a vátoztatások után működni fog.
később ilyet úgy sem teszel.
azt nem nagyon értem, hogy Te vagy a legfiatalabb a kurzuson, mert én is voltam majdnem hasonló módon kapcsolatban az optoveddel, de inkább csak fiatalok voltak.ez nem most volt.
ha igaz az , hogy olyan sok az 50 év körüli, akkor nagyobb a baj , mint gondoltam.
nem az a baj, hogy érdekel egy 50-est, hanem hogy milyen kevés fiatalt.
információim szerint az én kurzusomban részt vevők közül talán ha 1-2 ember foglalkozik plc-vel.ha nem vettek volna fel egy full automatizált céghez plc technikusnak és nem kellett volna vért izzadva rájönnöm a képzés nagyon komoly hiányosságaira, és nem lett volna lehetőségem reggeltől estig a gépek mellett üni online, akkor lehet , hogy én sem foglalkoznék vele.
(itt megjegyzem van még mit tanulnom)byte-by
[ Szerkesztve ]
-
Szirty
őstag
válasz
dodzylla
#3702
üzenetére
Üdv dodzylla!
"Aztán ugye nagyon megtetszett a mikrokontroller világ, meg a PC s hardverfejlesztés, és úgy akadtam rá PLC re , persze szeretnék még azért jóval többet is tanulni , de egyenlőre ezeket szeretném elérni."
Szerintem döntsd el mit akarsz. A lényeg a részletekben van!
Egy tanult és sokat tapasztalt kollégám mondása volt: "Egy szakmát, de azt kulturáltan!". -
byte-by
tag
válasz
dodzylla
#3704
üzenetére
halo dodzylla !
ha igaz, hogy kevés fiatalt érdekel, vagy nem igazán áldoznak rá energiát, időt, fáradtságot(és igen, pénzt is, ha kell), akkor a plc-s szakma nagyon keresett lesz.igaz, már ma is az.
ráadásul ha valóban annyira gyökeresen át akarják alakítani a képzési rendszert, hogy a feltételek inkább gyakorló technikusok vagy mérnökök számára lesz elérhető, akkor gáz van.illetve lesz.
azzal azért legyél tisztában, hogy a plc-s szakma nem csak a plc-programok írásából áll, hanem minden olyan eszköz ismeretéből és programozásából, amivel a plc esetleg kommunikálhat. HMI-k, driverek-frekiváltók,bus rendszerek,felügyeleti eszközök, analóg rendszerek,stb.
gyakorold a plc -t bátran. kelleni fog.Szirty-nek jegyzem meg, hogy új munkám van, ahol már nem omronnal kell foglalkoznom, hanem az igazgatóság döntése alapján minden vezérlő és automatika siemens lesz, új géphegyek lesznek telepítve siemens vezérlésekkel.mind a rajzok , dokumentációk, plc programozást saját erőből szándékozzuk megoldani.a legújabb PG lett vásárolva jól feltuningolva.sőt, első körben jelenleg 6 gép tervezése folyik és azokban már s7-1500-as vezérlő rendszer lesz, egy kivétellel, abban s7-1200.nálunk csapat nincs , csak én,ott nem tudok kihez fordulni, ha esetleg elakadok.
szóval lesz kérdésem minden bizonnyal...
byte-by
-
sörösló
aktív tag
válasz
dodzylla
#3715
üzenetére
Igazad van, a Siemens (azért megérdemel egy nagybetűt) Európában piacvezető. Na meg aki Siemens-ben profi, annak már nem akadály az összes többi sem!

Én építettem Moeller Easy-vel 3 nyomdát meg egy cukorcsomagolót, nem mondanám hogy ipari használatra alkalmatlan. Sokkal jobban áttekinthető, mint az ebben a kategóriában a legrosszabb programozófelületű Logo. Nem elterjedt, ez tény. Én is csak azért választottam akkoriban, mert ingyen volt hozzá a szoftver.
-
Szirty
őstag
válasz
dodzylla
#4135
üzenetére
Helló dodzylla!
Jó ötletnek tűnik.
Az ilyesmit én támogatom. Akár a web oldalamon is adok neki helyet ha az a megoldás érdekel (természetesen a szerzők neveinek feltüntetésével).Viszont arra számíts, hogy ha ezt komolyan akarod csinálni és nem csak egy kósza ötlet, ami elhal az első néhány próbálkozás után, akkor nagy munka!
A tartalom tekintetében egyelőre nem tudom pontosan mire is gondolsz, de ha tudok segítek.Ajánlanám még figyelmedbe az ex prohardveres PLC fórumot, ami a googlegroups-on ébredt újra.
A jelenlévők által ott is komoly szakmai erőforrások vannak a háttérben. -
-

KLR
csendes tag
válasz
dodzylla
#4244
üzenetére
Szia.
Ilyen feladatra elég egy programozható relé is (Schneider Zelio, Siemens Logo!, Array AFB vagy SR, stb). Ezek olcsóbbak a PLC-nél, de meg lehet tanulni a Ladder és FBD alapjait.
Ha valami komolyabb érdekel, rá lehet futni jutányos áron kezdő csomagra, több gyártó képviselete kinál kiteket (alap PLC + HMI + szoftver + kábel).
Persze, ez attól függ, mit szeretnél megtanulni. Egy adott gyártó rendszerét (Siemens Simatic S7, Omron Sysmac + CX, stb) vagy csak érdekel a PLC programozás. Több helyen használják oktatási célra a Codesys csomagot (ingyenesen letölthető csomag: www.codesys.com ), amit sok gyártó is átvett (Schneider Electric, ABB, Eaton, Beckhoff, meg még sokan mások).
Konkrét PLC-t csak konkrét feladatra lehet ajánlani.
Üdv,
PS
Mindenkinek Kellemes Húsvétot !!!
-
-
Szirty
őstag
válasz
dodzylla
#4249
üzenetére
Helló dodzylla!
Tényleg fölösleges és drága ilyesmire PLC-t használni, de hát végül is lehetséges :-)
Ha tudsz olcsón szerezni valami használtat akkor nosza.Bár szerintem olyan feladat mint ez szimulátorban is remekül gyakorolható, az meg sok fejlesztői környezetben van.
Ez a feladat annyira minimális, hogy egy programozható relének is gyerekjáték, mint pl. Omron ZEN, Moeller Easy, Siemens LOGO, stb.Mi kell hozzá?
Nos a PLC/prgRelé és az annak tápfeszültségét szolgáltató tápegység amennyiben nem 230V-ról üzemel. ha nem 230V-os, akkor 24V DC kell neki. Egy néhány amperes táp elegendő lehet.
Mivel a linkelt szelep 12V AC tekerccsel rendelkezik, olyan PLC-t kell választanod, aminek relés kimenetei vannak. Vagy külön 24V DC-s relék kellenek a szelepek kapcsolásához.
Továbbá kelleni fog egy olyan 12V AC táp (transzformátor) amelyik ellátja a szelepeket feszültséggel. Hogy milyen teljesítményű? Az a szelepek számától és azok áramfelvételétől függ, ám ezt az adatot a linkelt oldal készítői nem találták fontosnak közölni.
Blöffre 1-2 szelephez 10-20VA-es trafó biztosan elég lehet. -
-

moseras
tag
válasz
dodzylla
#4337
üzenetére
Üdv!
Szóba jöhet még gondolkodásra alkalmasnak a matiec nevű fordító:
A benne lévő iec2c fordító tud ST-ből, IL-ből vagy SFC-ből C kódot generálni. Tehát ha valaki a PLC-nél megszokott programozási nyelvekben akarja leírni a kódot, akkor abból ezzel a fordítóval tud C kódot generálni, azt meg már mikrokontrollerhez vagy Raspberry-hez kis munkával tudja adaptálni. Persze a kommunikációt (legyen most OPC) ez a fordító nem fogja megvalósítani, azt továbbra is neked kell leprogramozni.
Mindettől függetlenül szerintem, az, hogy milyen nyelven programozzunk PLC-t (vagy milyen nyelven írjuk a Windows-on futó Soft PLC-t), az egy örök vita kérdése. Akik PLC világból jönnek, ragaszkodnak a hagyományos PLC-s nyelvekhez, aki C++ világból jön, az ahhoz, akik WEB-es világból csöppen bele, az javascipt-ben akar PLC-t programozni, vagy mondjuk mikrokontrollert:
[Javascript mikrokontrollerre]
Pl. a beckhoff új PLC-s fejlesztőkörnyezte (Twincat 3) a Microsoft Visual Studio-val van összeintegrálva, és a hagyományos ST, IL, SFC mellett lehetővé teszi C++ kódok írását is.
Imi.






 de pl. Szirty sem úgy bújt elő az édes anyaméhből hogy a kisujjában volt az egész szakma. Persze más sem.
de pl. Szirty sem úgy bújt elő az édes anyaméhből hogy a kisujjában volt az egész szakma. Persze más sem.




Új hozzászólás Aktív témák
- Házimozi haladó szinten
- A fociról könnyedén, egy baráti társaságban
- Gaming notebook topik
- Milyen cserélhető objektíves gépet?
- Kínai, és egyéb olcsó órák topikja
- Épített vízhűtés (nem kompakt) topic
- Nintendo Switch
- AMD Ryzen 9 / 7 / 5 7***(X) "Zen 4" (AM5)
- Békéscsaba és környéke adok-veszek-beszélgetek
- Modern monitorokra köthető 3dfx Voodoo kártya a fészerből
- További aktív témák...

- HP ProBook 430 G6, 13,3" FULL HD IPS, I5-8265U, 8GB DDR4, 256GB SSD, WIN 10/11, SZÁMLA, GARANCIA
- Dell Latitude 3420, 14" FULL HD IPS, I5-1145G7 CPU, 8GB DDR4, 256GB SSD, W11, Számla, Garancia
- Dell Latitude 7280, 12,5" FHD IPS Kijelző, I5-6300U, 8GB DDR4, 256GB SSD, WIN 10, Számla, garancia
- Lenovo ThinkPad X280, 12,5" HD Kijelző, I5-8250U CPU, 8GB DDR4, 256GB SSD, WIN 10/11, Számla, Garanc
- Lenovo ThinkPad L490, 14" FHD IPS Kijelző, I5-8265U CPU, 8GB DDR4, 256GB SSD, WIN 10/11, Számla, Gar