Új hozzászólás Aktív témák
-

byte-by
tag
Helló qwaqay1!
( Üdv Szirty)
újonc vagyok a fórumon, de remélem nem baj ha belepofátlankodom.
látom küzdötök a modullal.
ez az a modul amit leírtál -Szirty- de nem 1HF32 hanem 0HF32.
qwaqay1 által közölt fotón ez van.a különbség, hogy ez viszont csak feszültséghez jó.
egyébként javaslom valóban magát a Co-Trust oldalát, nagyon jól leírja a bekötést , a DIP kapcsolók helyzetét,stb:
http://www.co-trust.com/english/cp_xiangxi.asp?ArticleID=149
-
byte-by
tag
halo Szirty !
igen tudom, hogy kérdezted és nem állítottad.
láttam, hogy próbáltál segíteni.nekem is sokat segítettél régebben, sajnos volt , hogy én sem tudtam elsőre megfogalmazni mit is akarok.
de az nagyon is igaz, hogy pontos információkra van szükség a hatékony segítséghez.
byte-by
-
byte-by
tag
halo!
ezt néztem én is , csak azért kérdeztem a DIP kapcsolókat,mert lejebb írta, hogy nem értette, hova kell kapcsolni.
kérdezted is tőle, hogy érti-e vagy meg sem nézte a táblázatot.
ha alaphelyzetben "OFF"-ban vannak akkor az is probléma lesz.
persze lehet , hogy rosszul látom.
byte-by[ Szerkesztve ]
-
byte-by
tag
halo vopi86 !
az NQ HMI-re vonatkozólag jó tanács:
ügyelj rá, hogy az OMRON oldaláról a legújabb NQ-Designer változatot töltsd le.(ingyenes)
a 2.x verzió elötti szofver installálás után kinyírta a cx-programmert, abban az esetben ha frissíteni akarta az ember.
(tehát pl. v1.3 -ról v2.0-ra , akkor a cx-programmer elszállt.legalább is nálunk a cégnél mindenhol.)ezzel a 2.x verzió fölött már nincs probléma.
egyébként az NQ sorozat elég jó, olcsó, érthető és nagyon sokfajta PLC-vel képes együttműködni.
[ Szerkesztve ]
-
byte-by
tag
Üdv Szirty !
"000002: Ha a 255.06-os bit =1 (történetesen ez az egyenlő jelzőbit, amit az előbbi CMP(20) állít be) akkor bekapcsolja a 10.00 kimenetet, egyébként nem kapcsolja be.
A következő két sor ugyanez, csak nem #1-el, hanem #2-vel hasonlít és nem a 10.00, hanem a 10.01 kimenet kapcsol amikor a timerben #2-van."
ha minden comparátor ugyanazt a special bit-et (255.06) használja, akkor a rákötött kimenetek mind aktívak lesznek , ha ez 1-ben lesz nem ?
Arra gondolok, hogy a konkrét esetben ha a TIM1 érteke már #2 , és a spec bit újra 1-lesz akkor a 10.00 kimenet is , a 10.01 is, illetve mind ami rá van kötve.
vagy ezt rosszul tudom?
üdv, byte-by
-
byte-by
tag
-
byte-by
tag
halo atiman !
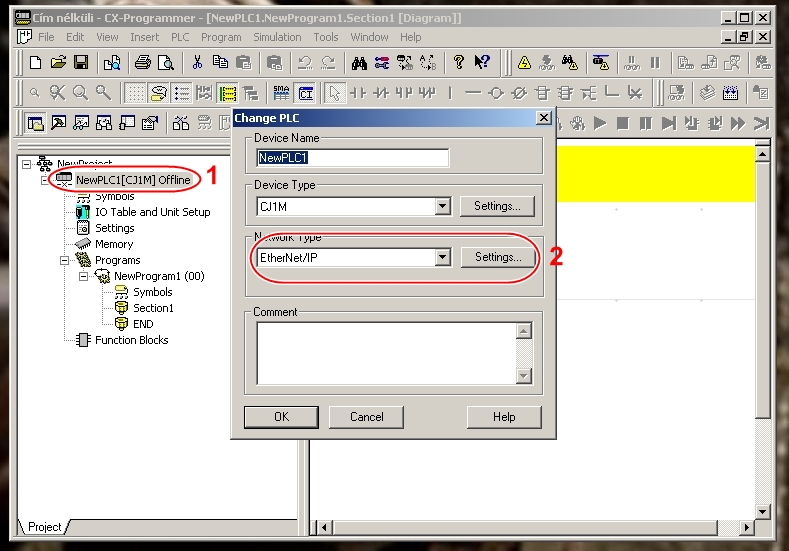
az IP címet be lehet állítani.(vagy megnézni a beállítottat.)
ha megnyitod a projektet, akkor a plc -n jobb klikk és mindjárt a legfelső elem a "change".
ekkor a plc alap konfigurációs ablaka jön elő, itt a "Network Type" -nél be kell állítani, (vagy megnézni mi van beállítva ) hogy milyen kommunikációt akarsz.majd a "Settings" -nél be állítod az IP címet.(új projektnél ezzel kezdődik)
Persze olyan kommunikációt kell választani ami ezt lehetővé teszi.
Ethernet,Ethernet/IP, (FINS), stb.
(ha csak a beállításokra és a címre voltál kíváncsi, akkor megtalálod az infót és a pc-den beállítod az IP címet.figyelj az alhálózati maszk beállításaira.)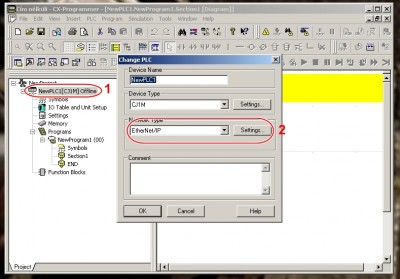
más megoldások:
de ha veszel egy soros-usb átalakítót, telepíted a driverét, összedugod a soros kábellel, aztán simán csatlakozik.automata keresést is elnyomhatsz rajta, megtalálja.elmented a projektet aztán többé nem kell keresni.ez teljesen jó , én is használom, hátránya , hogy kicsit lassúbb , amit memória letöltés-feltöltés esetén fogsz leginkább észrevenni.
ha cégnél vagy vetess velük egy programozó kábelt a microporthoz (periferia, 10 pin)) , és azt dugd össze az átalakítóval.
(ezek a megoldások akkor működnek jól igazán, ha közvetlenül akarsz csatlakozni és nem hálózatba. )ajánlom még az omron manuálokat, vannak magyar nyelvű anyagok,de még itt is kaphatsz mástól is jó tanácsot.
byte-by
-
-
byte-by
tag
halo atiman !
ezt nem küldtem privátba,de még annyi, hogy ezen a linken van a kártya beállítását leíró manual, igaz angol, de érthető.
http://industrial.omron.hu/hu/products/catalogue/automation_systems/programmable_logic_controllers/modular_plc_series/cj1m/communication_units/default.html
az oldalon a "Gépkönyvek, adatlapok, letöltések, fület kell választani, és abban megtalálod a
"CS1 / CJ1 Ethernet Units Kezelési kézikönyv" PDF fájlt.byte.by
-
byte-by
tag
válasz
 isvarga
#2804
üzenetére
isvarga
#2804
üzenetére
halo!
látom a pro-kontra érveket.
A PLC alapvetően a relés kapcsolási rendszerek kiváltására jött létre, de magában hordozta a sokkal bővebb lehetőségeket.a kezdetektől nagyon sokat fejlődött.
Én magam Szirty-vel ellentétben inkább OMRON-ban vagyok járatos(abb), bár kérdeztem már tőle egy-két dolgot.
a fejlett PLC vezérlések azon az igazságon túl, hogy ellenőriz és felügyel nagyon komoly potenciálokkal rendelkezik.
az én meglátásom szerint sokszor rosszul választják a PLC típusait a megoldandó feladatokhoz, mivel sokszor a választott vezérlő sokkal, de sokkal többet tud , mint amire szükség van.
az Általad ,előző bejegyzésben megjelölt tevékenységekhez valóban elég bitekkel kommunikáló digitális ki-és bemenetek.
de, mi is használunk olyan ID rendszereket , strukturált text formában megírt funkció blokkokat amelyeket a PLC minden ciklusban újra és újra comparál és kiértékel, azon kívül, hogy tengelyeket vezérel, és kommunikál más eszközökkel, folyamatosan változó (és változtatható) paramétereket használ a felhasználó igénye szerint, szabályoz,stb.
nem mondanám a PLC-re , hogy rugalmatlan.
egy gép-gépsor teljes átépítése, fejlesztése, módosítása, állomásokkal, vezérlőkkel, hajtásokkal való bővítése, új termékek, új paraméterek bevezetése esetén tapasztalható a PLC rugalmassága.ebben az esetben egy jól átlátható, logikus fejlesztő környezet nagyon fontos szerepet játszik.
a termelési és/vagy tervező mérnökök fantáziája végtelen.mi is használunk microvezérlőket, de csak állomások fix szegmenseinél.
ár-teljesítmény arányuk igazolja használatukat.viszont a felhasználó igénye által ,tetszés szerint (program szerint behatárolható) változtatható paraméterekkel rendelkező, a változtatásokat azonnal aktualizáló (és felügyelő) , komplex rendszerek esetén PLC-t használunk.
az Általad leírt vicces "vascsővel" javított probléma pedig leginkább tervezési probléma, és módosításokkal megoldható lett volna.(egy tejfeldolgozó üzemben rugdosással orvosoltak egy hasonló problémát, de mondtuk, hogy inkább szóljanak, mert van megoldás, csak időt kell szánni rá, és utána nem kell többet rugdosni , ami mindenkinek jó.)
ha valaki időt és energiát fektet bele, a PLC azt is "elárulja" mi a hiba, hol a probléma, sőt , mit kell tenni, vagy csak megteszi amit kell.csak program kérdése.
nem tudom a micro-val ez megtehető-e.annyit még hozzá tennék, amit egy régi PLC-s kolléga mondott, és amivel tökéletesen egyetértek:
"soha nem a gép a hülye"
ha a CPU-n kívüli eszközök rendben vannak,pontosan azt teszi amire a programozó utasítja.byte-by
-
byte-by
tag
válasz
isvarga
#2814
üzenetére
Üdvölet !
"A
"ha valaki időt és energiát fektet bele, a PLC azt is "elárulja" mi a hiba, hol a probléma, sőt , mit kell tenni, vagy csak megteszi amit kell.csak program kérdése."
mondatot amikor elolvastam az jutott eszembe " Ilyet eddig csak sci-fi -be láttam". (nem gúnyolódásképpen írtam , csak ez jutott eszembe) . Csak remélni merem ,hogy ezek után kifejted bővebben is ,mert nagyon érdekelne a dolog. "
nos, a sci-fi elkezdődött amikor Walter Brattain úr 1947-ben összerakott egy tranzisztort.
Nobel díjat érdemelt.egyébként Szirty leírt pár detektálható, dokumentálható, követhető diagnosztikai lehetőséget.
a sci-fi-hez visszatérve ,azt hiszem Luke Skywalker tökön csókolta volna magát , ha R2-D2-ban lett volna OB121.
na,de.egy ki lazulás.
egy raklap egyszerű példa.
betonkeverő. nem az otthoni , amivel járdát csinálunk a nyári konyhától a budiig, hanem sok köbméteres pontos recept szerint dolgozó komplex rendszer.90-es évek.még azt hittük, hogy a gyomorfekélyt a stressz okozza.
szóval keveri a betont, méricskéli az összetevőket, bla-bla, de a cement nem jön.
zárt rendszer , látni semmit.adagolóban bőven.kezelő a szemközti kocsmában.
mi legyen.a legjobb az egészben, hogy lecserélték a relé-mágneskapcsoló rendszert PLC-re.
nem kell tenni semmit.
fizika óráról tudjuk, hogy a tapadási-surlódási erők változásai képesek akár a finom cement szemeket egymáshoz kötni és szépen egy tölcsér oldalához tapasztani.
a vezérlő , a megfelelő szenzorokkal, leellenőrzi a komponensek útját.innen jön,onnan jön. amonnan nem jön.ezt archiválja, vagyis "elárulja" a problémát.(de nem az okát) egy NT szériás HMI-n.
A kezelő bácsi iszik még egy sört.
A vezérlő a cement ágat külön leellenőrzi.anyag? van.motor?rendben.csiga? átjön a cucc.töltőcső?nem jön.aha.(itt "mondaná" meg, a HMI-n, hol kéne megnézni a rendszert)
ezt régen úgy oldották meg, hogy egy marha nagy kalapáccsal oldalba ütötték a töltőcsövet , ezáltal lazítottak a cementszemeken amik szépen lezúdultak a csőben.(itt "javasolná" ,a HMI-n,mit kéne csinálni.)
a bevált dolgokon ne változtassunk,kalapács helyett egy ipari vibrációs eszköz is megteszi.(itt "tette meg" amit kellett.)
a cucc megindult és a keverés továbbment.
a kezelő a harmadik sör után visszajött , a szállító megtelt , az élet megy tovább.
persze azért csodálkozik, miket írogat a HMI, és szépen kitörli a listázott hiba üzeneteket.szóval valami ilyesmi.persze a dolog ennél sokkal bonyolultabb,de a végén ilyesmi történik.
egy folyamat minden lépését le lehet ellenőrizni, detektálni, megfigyelni, javaslatot adni és szükség esetén, ha igény és kiépített lehetőség van rá , beavatkozni.
mint, mondtam csak program kérdése, ha valaki időt és energiát fektet bele.ez minden automatizáció alapja: az embert ki kell zárni.
ő a leggyengébb láncszem.gondolom ez még a PIC vezérlők világában is igaz.
byte-by
-
byte-by
tag
válasz
 liderces
#2889
üzenetére
liderces
#2889
üzenetére
halo liderces !
a plc valóban erős túlzás egy ilyen művelethez, de ha nem gond az ár, vagy céges a dolog és azért gondolod mert így tudsz közelebb kerülni hozzá és esetleg gyakorolni, akkor mehet.
a Netec által említett ZEN programozható relé jó választás lehet és költséghatékony esetleg erre a feladatra, viszont a plc programozás konkrét folyamata ebből nem tanulható meg.
ha mindenképp erre apellálsz akkor az omron cp1(E) szériájának a legkisebb compact vezérlőjét ajánlom.
árban-tudásban még mindig sok az efféle projekthez, de , mint mondtam ha a majdani gyakorlás a cél és ezért gondolkodsz ebben , akkor jó lehet.ugyanazzal az utasítás készlettel rendelkezik, mint a moduláris , vagy nagy teljesítményű plc-k.
persze ebben az esetben szükséged lesz a CX-programmer szoftverre.byte-by
-
byte-by
tag
válasz
 Krisz0627
#2910
üzenetére
Krisz0627
#2910
üzenetére
üdv!
az előző cégemnél dell latidute d630-asokat használtunk win xp 32bit sp3-al.
a wincc 2008 installálásakor mi is ütköztünk problémába, ha frissíteni akartunk wincc 2008 sp2-re.ha jól emlékszem.igazából voltak hibüzenetek,nagynehezen felmászott, de aztán mindíg lefagyott.
ezért sp1-et használtunk, az eredeti lemezeket.nem igazán értettük, lehet a wincc verzió számmal volt probléma(?) .
vagy a céges laptop beállításaival, esetleg helyi speckó program vagy driver (?).nem akarlak összezavarni, csak egy tapasztalat.
lehet, hogy semmi köze a dologhoz.byte-by
-
byte-by
tag
halo Szirty !
igen valami ilyesmit dobott be.
de valami más is volt talán, már nem emlékszem pontosan.
most samsung rv508i-t használok , win 7 ulti 32 bit-tel, semmi problémát nem tapasztaltam, a simatic manager , a wincc flex 2008 is simán felment.
bár úgy 2 éve ritkán dolgozom siemens-el , inkább csak módosítások,hibakeresés, de ha kell, jól működnek.byte-by
-
byte-by
tag
hali Belys !
jól gondolom, hogy a D8 és a D10 értékét akarod bizonyos feltételek melett megfelezni (vagy szűkíteni) és azt használni?
a lépések szerint :
izzítás timer -ha lefut felfutó éllel setel egy bitet (30.00)-
30.00 indít egy timert T101 D8 értékkel- csiga be - ( ennek kell pl. a fele?)
T101 lefut -resetelei a 30.00-át
ha reset 30.00 a T102 lefut D10 értékkel-csiga vár- ( ennek is pl. a fele kell?)
a kiürült T102 újraseteli egy felfutó éllel a 30.00-at és kezdődik előről.olyan , mint egy flip-flop a T101 és a T102 felváltva lesz 1.
ha jól gondolom az izzítás után egy csiga motor szakaszos működéséről van szó, amit Te
bizonyos feltételek melett szűkíteni akarsz?persze lehet rosszul látom.
ez biztos , hogy CJ1M ?byte-by
-
#2990
byte-by
tag
balazsovics
#2985
byte-by
tag
válasz
 balazsovics
#2985
üzenetére
balazsovics
#2985
üzenetére
halo balazsovics!
jó nézz körül.
érdemes a gyártók support-jánál érdeklődni.
főleg ha az épületautomatizálás valamilyen felügyelettel is párosul.
nyilván az ár sem mindegy.
a Schneider, a Hitachi, a Mitsubishi , a Siemens, vagy pl. a PowerMan kis SR szériája is alkalmas lehet.
Érdemes átnézni a bővíthatőségét, a modulokat(telefonos illesztő, távvezérlés, szoftvertámogatás,stb.)
(megjegyzem én magam nem vagyok járatos az épületautomatizálás dologban.)az ipari programozható relék (pl. a ZEN,LOGO ) arra amire kitalálták őket kiválóak.
ha a feladat kapcsolási sémák létrehozása egy épületben, akkor oké.
persze érdemes utánajárna a kezelhető portoknak, stb.de a programozható relé nem PLC, azt ne várd tőle, amennyiben ilyen elképzelésed van.
byte-by
[ Szerkesztve ]
-
byte-by
tag
halo!
a következő problémához van -e valakinek ötlete.
egy omron plc programjáról van szó.
OMRON CJ1M CPU 13
egy TASK van engedélyezve , ún. "utolsó lehelet", a kérdés miért nem működik.a program
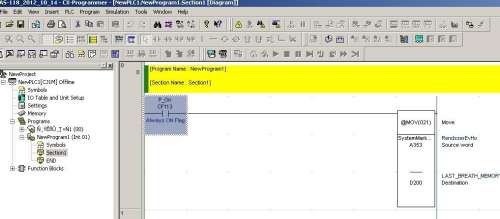
a task létre van hozva
és a beállításokban engedélyezve is.
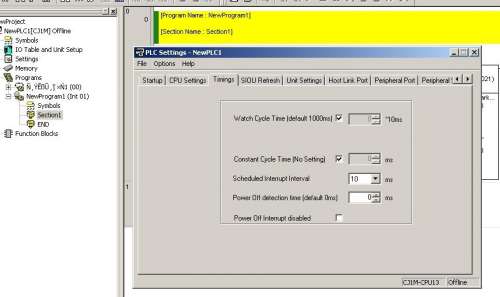
a program az év-hó regiszter tartalmát másolná egy memóriába, amikor kikapcsolják a gépet.
ezért hívják az omron berkeiben "utolsó lehelet" task-nak.mert állítólag az utolsó amit megtesz, az ez a task.de valamiért nem másolja át a tartalmat.
esetleg ötlet valakinek?byte-by
-
byte-by
tag
halo Dezsi82 és Szirty !
kösz a választ.
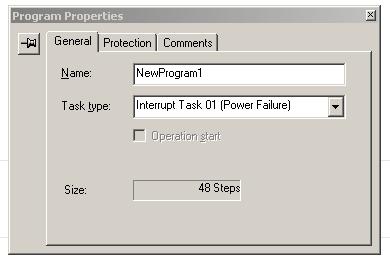
lehet a @ a baj, akkor ez ki fog derülni január 1-én
elvileg így is jónak kellene lennie , mert ugyan az allways_on 1 lesz a program futása alatt is, de a task referencia vezetéke nem aktív csak a plc lekapcsolásának utolsó pillanatában.
(lehet, hogy az allways_on meg akkor nem lesz aktív ?)
módosítom az move utasítást, aztán meglátjuk.
köszi, byte-by
-
byte-by
tag
válasz
 #95904256
#3037
üzenetére
#95904256
#3037
üzenetére
halo akosf !
a folyamatos másolással az a baj amit Szirty irt.
a program lényege, hogy ha hónapváltás előtt kikapcsolják a gépet, a következő bekapcsoláskor
detektálni tudjam a megtörtént váltást.egyébként eredetileg másolgatom , majd összehasonlítom.ez működik is bekapcsolt gépnél.
a bekapcsolás dolgot megoldottam azzal, hogy a dátumregiszter tartalmát bekapcsoláskor azonnal bemásoltam egy memóriába, majd ezt a memóriát összehasonlítottam azzal a memóriával ahová folyamatosan másolom, de amit a bekapcsolás után csak 3 s-mal kezdek el.
így bekapcsoláskor a folyamatosan másolt memória 3 s-ig még a kikapcsolás elötti tartalommal rendelkezik.köszönöm, byte-by
[ Szerkesztve ]
-
byte-by
tag
szia Szirty!
igaz, de ha a 3 s alatt újra kikapcsolják , akkor , mivel még nem kezdődött el a folyamatos másolgatás, az erre használt memória tartalma még mindíg a kikapcsolás elötti érték lesz.
tehát ha újra bekapcsolják akkor a dátumregiszter újra bemásolodik azonnal egy adott memóriába, és újra összehasonlítom a folyamatosan másolt memóriával, ami írása újra csak 3 s múlva kezdődik el.
ez a szekvencia csak bekapcsoláskor működik.persze annyi történik, hogy a dátumváltás újra detektálódik, és az erre használt bit újra 1 lesz.
de ez nem probléma.egyébként biztos vagyok abban , hogy valaki képes lesz pont akkor kikapcsolni , amikor a 3 másodperc a ciklusidő szerint lejár, ugyhogy majd én is bemegyek éjjel
byte-by
-
byte-by
tag
válasz
 makrodom
#3061
üzenetére
makrodom
#3061
üzenetére
halo, makrodom !
esetleg még azt teheted, hogy olyan HMI-t választasz, mint hardvert, ami elmegy szinte minden gyakori PLC-vel.
csak példaképp említem az omron NQ szériáját, ami egy raklap PLC-vel elmegy , csak a drivert kell kiválasztani ami a szoftver része, és egyébként ingyenes.
(ráadásul kimondottan jó ára van, mármint a HMI-nek.)még a Fuji-nak van valami hasonló POD-ja, a szoftvere annak is letölthető.
ezek csak példák és tanácsok, kimondottan az általad említett esetben nem tudok segíteni, de adj esélyt másnak is, hátha van megoldás.
byte-byt
[ Szerkesztve ]
-
byte-by
tag
válasz
 n0rbert0
#3097
üzenetére
n0rbert0
#3097
üzenetére
Halo n0rbert0 !
igen , ezt jól gondolod , ha hálózati (vagy más , eltérő) feszültséggel működő eszközöket akarsz működtetni akkor kell valamilyen relé.
"Sajnos kicsit ez a terület idegen nekem, mert eddig szinte csak a digitális ki/bemenetekkel dolgoztam."
a relét nem számítva ez ugyanúgy fog működni, a digitális kimenet a relé tekercsét működteti meg, az meg az utána kötött eszközöket.
persze figyelni kell a kapcsolt teljesítményre is, mondjuk egy szivattyú esetén. úgy kell relét választani.ez plc típus és gyártmány független.
ha a kimeneti feszültség tartományán kívül eső feszültségű eszközt akarsz működtetni, akkor kell valamilyen jelfogó.
akkor is , ha a kapcsolt áram (teljesítmény) esik kívül a kapcsolható tartományon.byte-by
-
byte-by
tag
halo coco2 !
vannak HMI gépkönyvek, ahol leirják a rezgés ellenállást, a gyorsulás ellenállást , stb.
PL. omron NS(J)-széria.("Vibration resistance ", "Shock resistance " és akkor ott: amlitúdó mm-ben, frekvencia, "acceleration" m/s2 -ben a x-y-z tengelyeknek megfelelően.))én általában omron HMI-ket használtam amiben volt CF kártya, de még sosem fordult elő,hogy 1-2 év után elfáradt vagy kiesett volna.
persze nem örök életűek , de azért elég jól bírják.olyan volt, hogy nem lapmemóriát irtak ki, hanem minden egyes új adat után frissített kiírást, és így hamarabb elfogyott a kártya élettartama, de más probléma nem történt.
ezek azért gondolom ipari körülményekre lettek gyártva.egyszer valaki még formattált windows-al egy ilyen kártyát, na az kuka.
de biztos van más is akinek volt valamilyen tapasztalata.
byte-by
[ Szerkesztve ]
-
byte-by
tag
halo !
bár a kérdés a HMI-ket érintette, amik jó esetben a szekrénytől szeparálva vannak, esetleg zsanéron vagy külön tokozatban, általában front helyzetben, azonban!
a halálos kategóriájú géptervezés-gépépítés miatt én is nézem már gépre, mint gyújtogató a vizes szénára.
számomra a "mindent visz" kategória győztese az az élelmiszeripari gép volt amelyiknek az elektromos szekrényében voltak a mágnes szelepek + a szekrényen egy szellőző venti sem, bár nyílás igen, szűrő nélkül + a szekrény a gép mellett volt, amit - élelmiszer ipar lévén- lúggal és savval mostak (CIP ,aminek a szekrénye szintén a gépek melett volt ) , öblítettek. minden beszivárgott, nem mai gyerek volt.
Persze több ilyen gép is volt egy helyen, de a szekrények a gépek mellett voltak.természetesen a szekrény amellett, hogy olajos volt, még vastagon lerakodott egy nyálkás maró trutyi is az összes alkatrészre.
az összes fémalkatrész rozsdás volt, az érvéghüvelyek elmaródtak-elporladtak, vezetőképesség nullára redukálódott, hibajelek a végtelenségig.
a PLC modulok belsejéből folyt a trutyi.a Honeywell műszerek kapcsai szétfolytak.ha ki akartunk cserélni egy elrohadt vezetéket egy elrohadt sorkapocsból, a mellette lévők 3-4 kapocstávolságra is kiszakadtak ahogy hozzányúltunk.
mondtuk, hogy a szekrényeket egy külön helységben kellene felállítani, ami szellőztetve van(ne adj isten , klimatizált), de sokallották az állásidőt meg a költségeket.
a továbbiakat nem tudom, más munkám adódott....byte-by
-
byte-by
tag
válasz
 ebyborz
#3118
üzenetére
ebyborz
#3118
üzenetére
halo ebyborz !
kicsit fura kérdés, de valamivel lejjebb már kérdezett valaki hasonlót.feltételezve, hogy pc-re (vagy PG-re ) akarod a PLC programot menteni.
akkor Szirty válasza ez volt:"Elindítod a Step7-et rácsatlakozol a CPU-re és áttöltöd róla a programot. (PLC menü, upload station to PG menüpont)
Ha nincs forrás project akkor nem lesznek szimbólum információk, de a program lejön róla (feltéve hogy nem kavartak jelszavas védelemmel)."tehát szükséged lesz egy pc-re (laptop, PG, akármi hasonló) , kábelre, a Step7 programra,
és ugy jársz el ahogy fentebb le vagyon írva, elindítod a Step7 programot, csatlakozol a PLC-hez, aztán PLC menü és "Upload Station To PG ".
ha így teszel akkor nem fog elveszni semmi, a program lejön.bár valóban , ha nincs meg az eredeti a szimbólum listával, akkor az nem lesz hozzá.a kérdésben nem fogalmaztad meg, de profibus kommunikációt irtál az IO modulokkal.
esetleg a kérdés nem arra irányult, hogy a TP meg elfoglal pl. egy MPI csatlakozót és nincs több?
feltételezem a CPU : S7 3xx-DP.ez esetben azt a letöltés idejére kihúzhatod, csak majd újra kell indítani.
byte-by
-
byte-by
tag
válasz
 levelko
#3130
üzenetére
levelko
#3130
üzenetére
halo levelko !
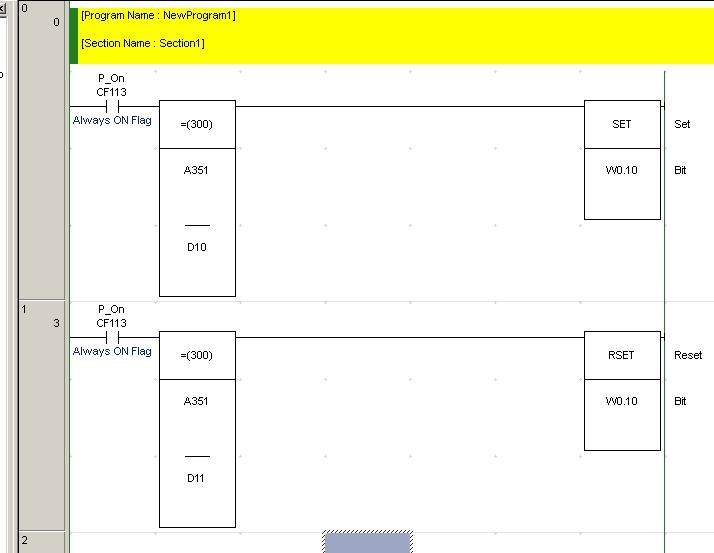
csinálhatod komparátorral is, az egyszerü.
bár azt tudni kell, hogy óránként, egyszer vagy többször, vagy esetleg naponta kell kapcsolgatni, mert a megfelelő regisztert alkalmazni kell.
ebben az esetben ,mivel az A351 perc/másodperc felosztású , a W10 minden megadott perc megadott másodpercében aktív lehet, ha d10 -ben megadott érték egyenlő lesz.
a d10 és d11 -ben bcd formában a perc/másodpercet adod meg.
a d11 ha egyenlő akkor reseteli.(ha egy idő után kell resetelni , akkor érdemesebb inkább hozzáadni a d10-hez a szükséges értéket, aminek az eredményét egy memóriában eltároljuk, majd azt hasonlítjuk össze a dátum/idő regiszterrel.)tehát ha percenként kapcsolgatod akkor ez oké.
ha óránként többször kapcsolgatod , vagy akár csak egyszer, vagy naponta ,akkor kell az A352 is, ami nap/óra felbontású.
nagyobb léptekhez az A353 is kell ami év/hónap.
a memoriatáblázatban monitorozás alatt szépen látszik (ha bcd-re váltottál) , hogy telik az idő, az aktuális óra és naptár alapján.viszont ha óránként vagy naponként , vagy egy napon de több órában is kapcsolni kell, akkor detektálni kell az óra és/vagy nap váltást.
ez az a probléma amivel én is szembesültem egy hónap és év váltás projektem kapcsán.irtad , hogy kiötlöd a többit, remélem nem túl káosz amit irtam.
byte-by
[ Szerkesztve ]
-
byte-by
tag
halo !
persze , nyilván Szirty-nek igaza van az időt érintő esetleges változások problémájában.
amit leirtam az csak egy raklap egyszerűre faragott elvi séma.viszont az említettekre valóban érdemes odafigyelni, mert akár egy újra szinkronizálás is megváltoztathatja adott esetben a dátum/idő értékeket és akkor mindenféle jelzés nélkül más lesz a regiszter tartalma.
mondtad , hogy Te szeretnéd kiokoskodni a többit, de valóban, ezekre oda kell figyelni.
byte-by
-
byte-by
tag
válasz
levelko
#3137
üzenetére
halo levelko!
Látom Szirty már postafordultával válaszolt, de ha már dolgoztam vele akkor mégis ide irom.
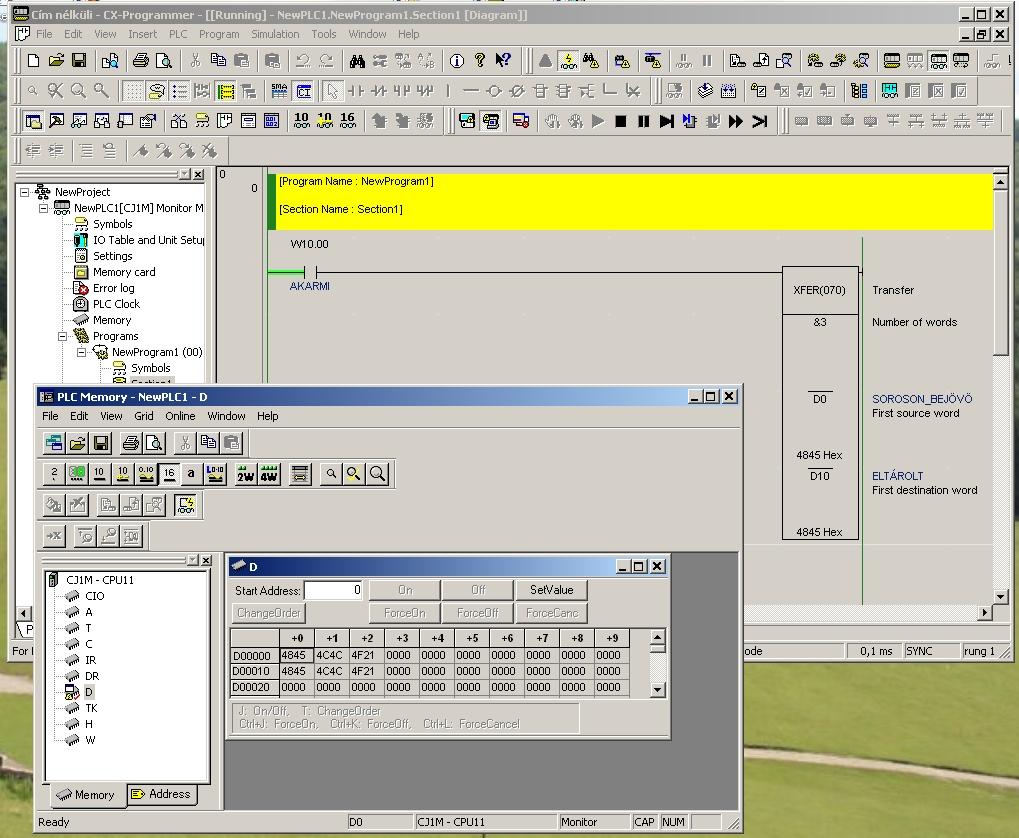
a memóriatáblázatban az aktuális idő/dátum szerepel.
az általad megnyitott terület értékei : A351 -5157=51 perc 57 s,
A352 -1907= 19.-e 7 óra, A353- 1302 = 2013 év 2. hó.a programrészletet valószínűleg azért nem engedi, mert a relációban az általad megadott érték ugyan konstans, de nincs megadva a típusa.
tegyél elé egy kettőskeresztet és mivel bcd és szó hosszúságú 4 digit lehet. (pl. #2745= 27 perc 45s)én azért irtam bele a relációba D területről egy változót.
ebbe, a memoriatáblázatban, olyan értéket irsz bele amit csak akarsz. plusz , ha van HMI akkor onnan is vátoztatható, mivel oda egyszerűen beilleszthető a memória.
tehát pl. a D10 -be beirod hogy 2740 (bcd-t kiválasztva) akkor 27 perc 40 másodperckor lesz igaz a reláció.
és persze utána is, mivel nagyobb-vagy-egyenlő típusú.Az igazi probléma itt következik.
mivel Te 7 órától 9 óráig akarod üzemeltetni a valamit, ezért Neked az A352 kell.
viszont ez nap / óra felbontású.vagyis ha mindennap kell akkor meg kell oldani, hogy a nap aktuális legyen az összehasonlítandó értékben.
Tehát ma 19-e van , bekapcsol 19.-én 7 kor , kikapcsol 19.-én 9 kor.
a reláció összehasonlitandó értékei az A352 alatt: "be" #1907 és "ki" #1909 .
viszont holnap 20.-a lesz, aztán 21, stb.tehát gondoskodni kell róla, hogy az összehasonlítandó érték első két digitje az aktuális napot mutassa.
vagy csak az órát mutató biteket kell használni.( A352. 0-7 = nap, A352. 08-15 = óra)
utasításlistában meg kell nézni a megfelelő specifikált bit mozgató utasításokat.
a MOVD utasítással mozgatni tudod a digiteket egy memoriába és azt hasonlíthatod össze.byte-by
-
byte-by
tag
halo !
látom a gép-csatlakozás-vezérlők háromszög generált egy jó kis diskurzust.
én a tapasztalataimat tudom megosztani.
régebben egy dell d630 laptopot használtam, win xp-vel ami kimondottan alkalmas mindenféle plc-s dologhoz, van rajta ilyen-olyan port, pc kártya hely , meg minden.aztán kiszálltam abból a cégből ami biztosította és vettem magamnak egy samsung laptopot.
életem egyik legjobb döntése volt.na, nem hogy samsung, hanem ugy általában.
(megjegyzem azért ezt választottam, mert "kopasz" gépet vettem és kikötésem volt, hogy win xp és win 7-es driverek is legyenek hozzá.nos, ez a gép ilyen.)win 7 utli 32 bit fut rajta, és leginkább omronnal foglalkozom.szerencsére az omronnak szinte mindegy az op rendszer, ment xp-vel , win7-el(32-64 bittel is.)
a csatlakozáshoz nem feltétlenül értek egyet a gyári cucc használatával.én vettem egy sima 1850 forintos soros-usb átalakítót , és kifogástalanul működik.lehet kifogtam.a másik oldalára az omron kábelek alapján forrasztottam magamnak egy soros kábelt.
a CPM1 -2 sorozattól a CS1 sorozatig ezt használom(vagy a mikroport-ot, ha van), illetve az adott HMI-k hez.
a CJ1-ben van mikroport (és soros, de az lassabb) ezért vetettem az egyik megrendelővel magamnak ( egy CS1W-CN226 kábelt. ez volt a legnagyobb befektetésem 24.000 ft.volt.
CJ2 sorozat meg elmegy usb (nyomtató) kábellel.a CP1 sorozat szintén, vagy az említett CS1W-vel.a sorossal megy a Festo szervo, az SMC szervo, (az smc küldött drivert win7 -hez, simán működött)
sőt az Atlas Copco csavarozó vezérlő is.a szoftverrel kapcsolatban, a cx-programmer csak a .net1.1 -et kérte, de ezt tartalmazta a program csomag.telepíteni kellett amikor kérte.
mondjuk mintha jobban , gyorsabban működne, mióta frissítettem netről a cx-server-t.de lehet, hogy csak képzelgés.siemens nagyon ritkábban van, de ahhoz vetettem az állandó megbízómmal egy PPI-MPI usb adaptert, hogy jó legyen s7-200 és s7-300/400 hoz is.na, az még egy drágább dolog volt. bár egy S7-300 volt eddig amihez használtam.
a gépen lévő S7 V5.5 32 biten simán ment, az átalakítóval.byte-by
[ Szerkesztve ]
-
byte-by
tag
halo Szirty !
"Ez persze egyáltalán nem baj, de ennyiből nem szabad levonni azt a következtetést, hogy minden megy vele."
na, de kérlek
természetesen ilyen következtetést nem vontam le.
én is leírtam a skálát amivel rendesen működik.ez leginkább omron PLC.
az általad említett eszközök java is benne van a listában.eddig jó volt.
valamilyen ATEN átalakítót én is használtam , de kölcsönadtam és nem került vissza.
volt omronos átalakítóm is, egy kollégától , de azt elhagytam. vagy valakinek jobban kellett.
sőt omron rs232 kábel is volt , de a kolléga akié volt máshol kezdett dolgozni.ezt siemens-el nem használtam, nyilván nem is működne, arra ott az adapter.
bár nemigen használom, őszintén megmondva , leginkább omron vesz körül PLC-ből .viszont az omron NS HMI szériájával működött,legutóbb egy NS5 volt, de , hogy melyik verzió azt most nem tudom.a szoftver cx-designer.
byte-by
-
byte-by
tag
válasz
n0rbert0
#3181
üzenetére
halo n0rbert0 !
a CJ2M plc-nek nincs 5V-os kimenete, de létezik hozzá ilyen modul
sajnos ,ez a pl. MD-563-as modul Neked nem segít, mert egyrészt 32+32 bites, egy -két kimenetért nagyon nem éri meg.
másrészt a TIMUH (csak CJ2M sorozatnál) kódjelű időzítő időalapja is csak 0.01 ms, de ezzel a kártyával nincs értelme.
a leggyorsabb kártyák impulzusa is ~ 65 us.(min.)valamilyen elektronikával kellene megoldani, ami a plc modul kimenet megléte után ad egy 10us-os triggert.
ha nem fontos a trigger hossza, hanem csak a bejövő jel megléte, akkor mintegy felfutó élt figyelve a meglévő modulok is jók lehetnek.
byte-by
-
byte-by
tag
halo !
volt már téma az usb-soros átalakító , ezért nem is akarom felmelegíteni a dolgot.
de ha valaki találkozott az alábbi FANUC gyártmányú vezérlővel , és átalakítót használt hozzá, megoszthatná az átalakító típusát.
a vezérlő:
FANUC 21I-TB(A02B-0285-B500)
egy CNC gépben van.
előre is köszönöm .byte-by
-
byte-by
tag
válasz
 Gerzson27
#3261
üzenetére
Gerzson27
#3261
üzenetére
halo Gerzson !
a macsupicsu kábel ügyben nem kedvez az egyszeri plc-snek.
ehhez :Mitsubishi AL-232CAB nevű kábel kell, de nem a d-sub oldalával van baj, hanem a vezérlő felölivel.
az Alpha-któl fölfele talán rajz alapján is el tudod gyártani, de ezt szerintem meg kell venni.
keveset foglalkoztam Mitsubishivel , de gyári kábel kellett az Alpha sorozathoz.talán van itt olyan valaki aki többet tud róla, de interneten kellene szétnézni, hol , mennyi.
byte-by
[ Szerkesztve ]
-
byte-by
tag
sziasztok !
Siemens S7-300 vezérlésű gépek adatmegjelenítéséről van szó.
sajnos nem tudom, hogy a gépek össze vannak-e kötve valamiylen hálózattal, ethernettel , vagy probibus-al, de
egy nagy adatmegjelenítő képernyőt szeretnének a gépekhez.Omronba vagyok járatosabb , ott létezik egy cx-supervisor nevű program , pont erre kitalálva, a gépeket egyszerűen ethernettel hálóba kell kötni majd IO-k és memóriák alapján ugyanúgy programozható a rendszer , majd megjeleníthető szinte bármin pl. nagy LCD monitoron.
Siemens S7 rendszer esetén van-e valamilyen hasonló megoldás?
érdemes -e nagy HMI-t alkalmazni és egyszerűen programozni pl. Wincc Flexible-vel (gondolom elég drága lehet), vagy SCADA, vagy hasonló lehetőség a nyerő ha LCD monitort szeretnénk pl.
tehát a kérdésem, hogy az elején felvázolt környezetben egy jól látható adatmegjelenítőt milyen módszerrel érdemes létrehozni.
köszönöm, byte-by
-
byte-by
tag
halo Szirty !
ilyesmire gondoltam, bár mint mondtam siemens ügyben annyira nem vagyok járatos.
a Wincc flexible-t , mint HMI programozó szoftvert ismerem és alkalmaztam is.(ha egyről beszélünk, wincc flexible 2008 sp2)
tehát , ha jól gondolom akkor pl. egy pc-n futó wincc flexi-vel kapcsolódok a PLC-khez, és a wincc flexi-nek runtime és/vagy egyéb hasonló funkciójával (át kell néznem) az aktuális adatokat megjelenítem, a pc-re meg köthetek akkora lcd monitort amekkorát nem szégyellek.
gondolom én.
ha erősen tévedek a gondolatmenetben , javíts ki légyszives.
byte-by
-
byte-by
tag
halo!
érdekes kérdés.működési ciklus általában van.fontos tényező.
ha valaki vásárol egy pl. fröccsöntőgépet , kap hozzá egy gyári leírást amiben megtalálható többek között a gépre jellemző folyamatos termelési üzemidő, és még nagyon sok más dolog.
de minden gépnél más, és illik szigorúan betartani.ha valaki lízingeli a gépet akkor meg pláne.
így az a kérdésre, hogy általában mennyi egy gép folyamatos termelésben lévő ciklusideje, szerintem a tervezés és a gép ismerete nélkül korrekt módon nem meghatározható, illetve meg van határozva a gyártó által.ha úgy van megtervezve pl. egy alumínium öntő gép, akkor a melegen tartó rész külön van , a gép csak annyit használ fel az alapanyagból amennyi az aktuális öntéshez kell.
így ha a gép előre nem tervezett hibára megáll a befagyás veszélye nem áll fenn.
fröccsöntőgépnél, ha a szerszám fűtését temperáló egységről oldják meg , akkor adott esetben minden fontos egység gyorsan cserélhető hiba esetén , ami esetlegesen rövidebb állásidőt eredményezhet.esetleg hasonló felépítésű, tervezésű,hasonló termék előállítására, megmunkálására alkalmas gép utasításából lehet következtetni , illetve meghatározni a folyamatos termelési ciklus idejét.
nem számítva az általad megjelölt problémákat.azt tudom, hogy egy Tetra TBA 8 -as UHT töltőgép 30 órát mehet(ne) egyfolytában nagyjából.
szigorú utasítások vannak a gyártó részéről a TPMS -re vonatkozólag.de ez élelmiszeripari gép, más szabályok vonatkoznak rá, mint egy pl. föcsi-gépre.
üzemidő szerint működik.
de van 15-25-35 perces átvizsgálás is, ami csekély idő, és a termékváltások idejébe bőven belefér, ezek 150-250 órás ellenörzések.
de pl. a 3000 (azt hiszem, esetleg 3500 vagy 5000 már nem emlékszem pontosan ) órás TPMS 6-8 óra hosszú.ez nem csak átvizsgálás, hanem állapottól függetlenül bizonyos alkatrészek cseréjét is jelenti.szóval hasonló gépek gyári utasításában kellene keresni a választ.
egy csatlakozókat gyártó cégnél Arburg fröcsigépek működtek, ahol csak a szerszámokat cserélték, illetve a temperálókat javították, ha gond volt.
magát a gépet alig tartották karban, ha nem kellett volna szerszámcserét végrehajtani, vagy nem lett volna néha meghibásodás, ment az volna napokon keresztül is.
de talán van itt olyan aki tudja, hogy egy hasonló gép konkrétan mennyit futhat megállás nélkül.byte-by
[ Szerkesztve ]
-
byte-by
tag
halo coco2 !
aha,ez konkrét, így érthető,hogy mi a célod.
ha jellemzően max félnapig, vagy az átállást nem számítva kis lehetőséggel max 2 napig megy a gép, és ezt Te tudod, akkor nincs probléma.Szirty egy nagyon jó grafikont adott.
ahogy látom ez a hasznos termelési idő,a gép "hasznos kihasználtsága", amit OEE-nak is szoktak hívni.(Overall Equipment Effectiveness )
kicsit irigykedem , mert gorombán ócska gépekkel dolgoztam mostanában rendszeres 20-30 max. 50%-os OEE-vel.
de 90% fölött automata gépek nem rossz.byte-by
[ Szerkesztve ]
-
byte-by
tag
halo zumi24 !
ha gondolod, akkor beírhatod a memóriatáblába az értékeket , így ki tudod választani a megadott érték típusát.
ahogy Szirty is írta:
P1 : a kimenő érték minimuma BCD-ben, kiválasztod a BCD opciót, beírod az értéket.

P1+1: a skálázandó minimuma hexában, kiválasztod az "16" opciót , beírod az értéket.

és így tovább.
P1+2: a kimenő érték maximuma BCD-ben,
P1+3 : a skálázandó érték maximuma hexában.az eredményt BCD-ben kapod, egész számként, de törtként kezelheted, az eredményben értelmezhetsz tizedes jegyet.(pl. #1234= 12,34 )
beírni online kapcsolatban tudsz, el kell menteni, és statikus lesz.
de vigyázz, mégis a legjobb, ha egy P_On (allways-on) feltétellel a PLC bekapcsolásakor az értékeket bemásolod a helyükre, figyelve a típusaikra.
byte-by
[ Szerkesztve ]
-
byte-by
tag
válasz
 Szabest
#3313
üzenetére
Szabest
#3313
üzenetére
halo Szabest !
" beadnak egy 4 jegyű számot(db, mw, akárhova), "
itt esetleg gondolom egy HMI-ről lehet szó.
ez esetben egy "tag" -be kerül az érték ami valóban lehet valamilyen DB.
ezt Te is összehasonlíthatod egy általad létrehozott DB-vel.
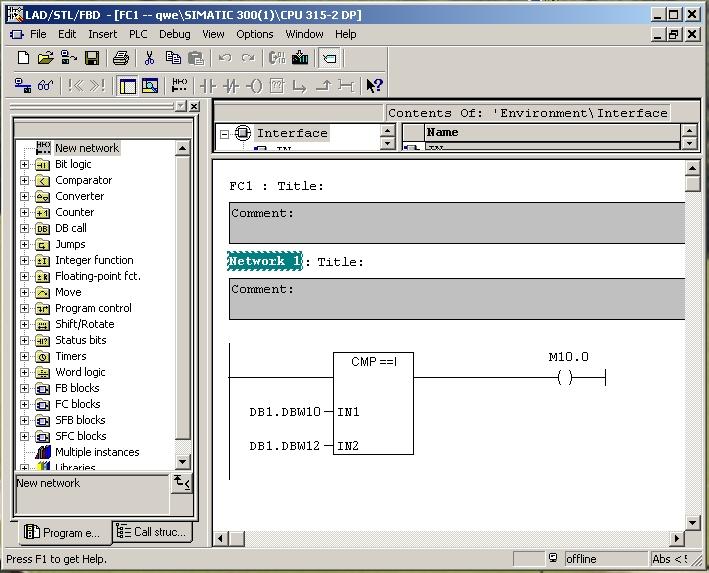
ha jól gondolom a feladatot.a kép csak példa.
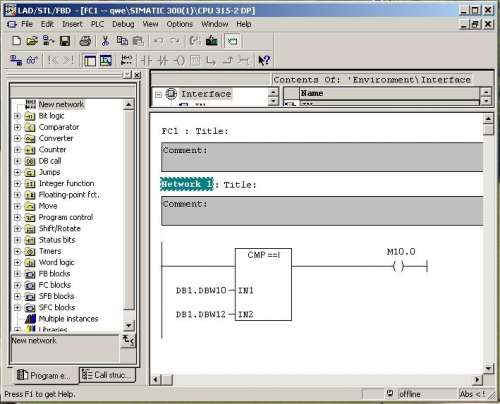
hozzáteheted a netwok-öt egy FB-hez is, de olyan DB kell Neked ami megtartja az értékét, ciklusonként lefut.
ha a comparátor , illetve a reláció igaz lesz a kimenet 1.byte-by
-
byte-by
tag
válasz
Szabest
#3313
üzenetére
halo Szabest!
lejárt az időlimit, de hozzá akartam irni.
tehát a kép csak erős példa.
létrehozva egy FC1 és egy DB1, a DB -ben DB1.DBW10 (pl. HMI tag) DB1DBW12 (beállított érték) és összehasonlítva.
az általad beállított értéknél a DB létrehozásánál az "Initial Value" oszlopban tudod megadni azt az értéket amit össze akarsz hasonlítani a "beadott" értékkel.Ha rosszul gondolom Szirty majd kijavít
byte-by
[ Szerkesztve ]
-
byte-by
tag
válasz
 JAGER 10
#3317
üzenetére
JAGER 10
#3317
üzenetére
halo JAGER 10 !
jó lenne tudni milyen CPU, milyen HMI-ről lehet szó.én CJ1M típussal és NS5-ös terminállal hoztam létre, de mással is így kellene működnie.
de esetleg próbáld meg így vagy hasonlóképpen:
a soros portról bejövő memóriát itt D0-nak írtam.
értelem szerűen ha több szóból áll a memória akkor D0+1, D0+2, és így tovább.
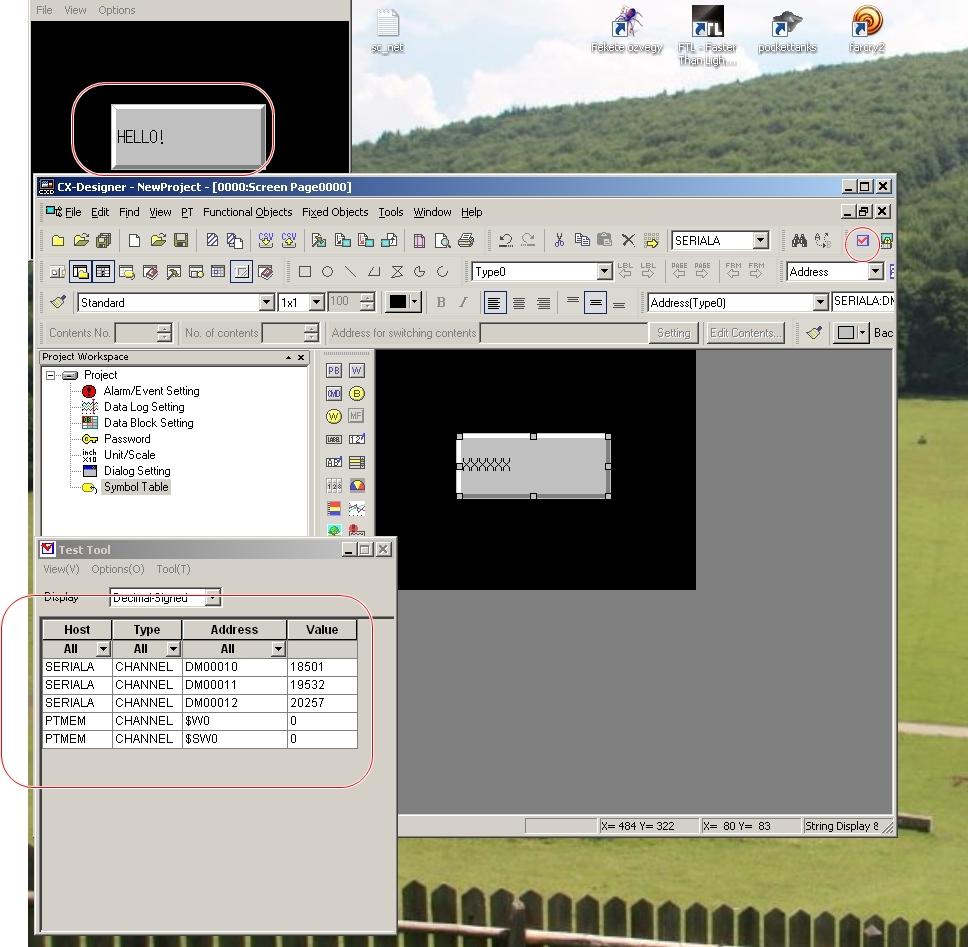
itt most 3 szó hosszúságú példát írtam , mert a " HELLÓ! " 3 X 16 bit.XFER utasítással tudod egy (D10+1+2 ) D regiszterbe átmásolni.csak a példa szerint.
a control szóval (Number of Words) tudod megadni hány szót másoljon.jelen esetben a contorl szó : &3 , ennyi word-öt akarunk másolni:

ha megvan , szimulátorban láthatod az eredményt, ha átváltasz a jelzett TEXT típusra.
a másolandó memória, mint karakterkód lesz másolva.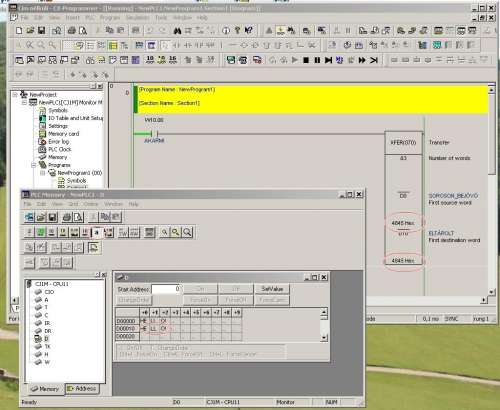
mint jeleztem NS-5-öst használtam.simán felveszed a D10-et TAG-nek.létrehozol egy "StingDisplayInput"
elemet.ASCII kódot választasz(alapesetben az.) az "Adress"-nél megadod a D10-et címnek.
a hosszúságot tudni fogja a HMI, onnan hogy a "Lenght"-nél megadsz 6-ot.ez a 6 karakter vagyis a 3 word, vagyis a "HELLO! ".
projekt elment, nyomsz egy tesztet, úgy , hogy a "connect to cx-simulator" be legyen jelölve (ez majd felugrik, a cx-programmer legyen szimulátor módban online.
és akkor láthatod az eredményt:
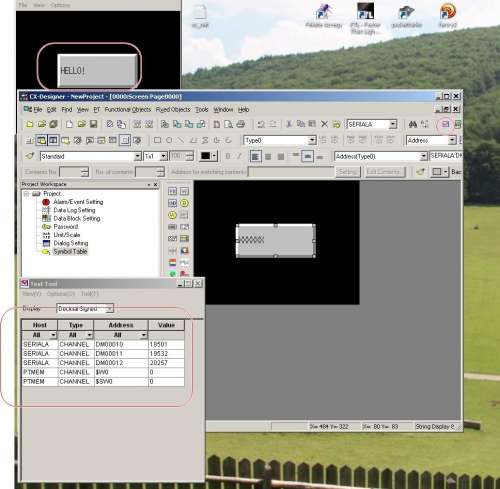
lehet, hogy van jobb módszer, talán másnak jobb ötlete is van.
de ez működhet , ha a soros bejövő memóriák megvannak.azt azért jó lenne tudni hova íródnak.byte-by
[ Szerkesztve ]






























Új hozzászólás Aktív témák

- APPLE MacBook Air 2020 13" Retina - M1 / 8GB / 256 GB SSD / MAGYAR / 96% akku, 81 ciklus / Garancia
- LG NanoCell 55NANO766QA Halvány píxel csík
- Philips 58PUS8545/12 1 ÉV GARANCIA Játék üzemmód
- Tyű-ha! HP EliteBook 850 G7 Fémházas Szuper Strapabíró Laptop 15,6" -65% i7-10610U 32/512 FHD HUN
- Bomba ár! HP EliteBook 840 G5 - i5-8G I 8GB I 128GB SSD I 14" FHD I HDMI I Cam I W10 I Gari!