- Milyen switch-et vegyek?
- Linux kezdőknek
- Hálózati / IP kamera
- Sweet.tv - internetes TV
- A Microsoft feltalálta az olcsó AI-t
- Telekom otthoni szolgáltatások (TV, internet, telefon)
- Musk szerint már jövőre itt vannak a Tesla Optimus humanoid robotok
- Otthoni hálózat és internet megosztás
- Synology NAS
- Windows Insider Program
Új hozzászólás Aktív témák
-

murena2
csendes tag
Hello!
Kis segítségre volna szükségem az alábbiakban. Van egy Siemens S7 300 projektem ami megfelelő bemenetekre gsm modemen (westermo GD-01) keresztül sms-t küld jelen pillanatban 1 telefonra. A baj, hogy nincs meg az eredeti forrása a programnak csak az amit kiszedtem a plc-ből és a meglelt dokumentumok alapján felkommenteztem. A feladatom hogy ne csak 1 hanem 2 db telefonra küldje az üzenetet. megvan a programrész ami küldi az adatot a modemnek és megvan hogy honnan (melyik DB-ből).A küldést egy CP340 modul végzi a modemnek. Ezek az alábbiak:
Az FC ami küld:
A M 50.0
= DB20.DBX 8.0
CALL "P_RCV" , DB2
IN0 :=DB20.DBX8.0
IN1 :=
IN2 :=DB20.DBW0
IN3 :=DB20.DBW2
IN4 :=DB20.DBW4
OUT5:=DB20.DBX8.1
OUT6:=DB20.DBX8.2
OUT7:=DB20.DBW6
OUT8:=DB20.DBW10
A DB20.DBX 8.1
FP M 65.1
JNB M001
L DB20.DBW 6
L DB20.DBW 4
+I
T DB20.DBW 4
M001: AN DB10.DBX 8.3
JC M002
L DB10.DBW 302
L 3
AW
JL M003
JU M004
JU M005
JU M006
JU M007
M003: JU M002
M004: L 26
T DB10.DBB 34
CALL "FC_2"
IN0 :=DB10.STAT25
IN1 :=DB10.STAT26
RET_VAL:=DB10.STAT27
NOP 0
CALL "FC_2"
IN0 :=DB10.STAT9
IN1 :=DB10.STAT13
RET_VAL:=DB10.STAT14
NOP 0
CALL "FC_2"
IN0 :=DB10.STAT14
IN1 :=DB10.STAT11
RET_VAL:=DB10.STAT15
NOP 0
CALL "FC_2"
IN0 :=DB10.STAT15
IN1 :=DB10.STAT10
RET_VAL:=DB10.STAT16
NOP 0
L DB10.DBB 111
T DB10.DBW 6
L 112
T DB10.DBW 4
L 12
T DB20.DBW 4
A M 50.0
= DB10.DBX 8.0
L 1
T DB10.DBW 302
L 0
T DB20.DBB 14
JU M002
M005: AN M 50.0
= DB10.DBX 8.0
L DB20.DBW 4
L 12
>I
JC M008
JU M002
L DB20.DBW 4
L 16
<I
JC M002
L DB20.DBW 4
L 16
>I
JC M009
L DB20.DBB 14
L 62
<>I
JC M009
M008: L 2
T DB10.DBW 302
JU M002
M006: CALL "FC_16"
IN0 :=DB10.DBW304
RET_VAL:=DB10.STAT17
CALL "FC_2"
IN0 :=DB10.STAT17
IN1 :=DB10.STAT18
RET_VAL:=DB10.STAT19
NOP 0
CALL "FC_2"
IN0 :=DB10.STAT19
IN1 :=DB10.STAT12
RET_VAL:=DB10.STAT20
NOP 0
L DB10.DBB 251
T DB10.DBW 6
L 252
T DB10.DBW 4
L 12
T DB20.DBW 4
A M 50.0
= DB10.DBX 8.0
L 3
T DB10.DBW 302
JU M002
M007: AN M 50.0
= DB10.DBX 8.0
L DB20.DBW 4
L 24
<I
JC M002
JU M00a
L 4
T DB10.DBW 302
L 0
T DB10.DBW 438
M009: L DB10.DBW 438
L 3
AW
JL M00b
JU M00c
JU M00d
JU M00e
JU M00f
M00b: JU M002
M00c: L DB10.DBB 411
T DB10.DBW 6
L 412
T DB10.DBW 4
L 12
T DB20.DBW 4
A M 50.0
= DB10.DBX 8.0
L 1
T DB10.DBW 438
L 0
T DB20.DBB 14
JU M002
M00d: AN M 50.0
= DB10.DBX 8.0
L DB20.DBW 4
L 12
>I
JC M010
JU M002
M010: L 2
T DB10.DBW 438
JU M002
M00e: L DB10.DBB 251
T DB10.DBW 6
L 252
T DB10.DBW 4
L 12
T DB20.DBW 4
A M 50.0
= DB10.DBX 8.0
L 3
T DB10.DBW 438
JU M002
M00f: AN M 50.0
= DB10.DBX 8.0
L DB20.DBW 4
L 24
<I
JC M002
M00a: L DB10.DBW 304
T DB10.DBW 306
L 0
T DB10.DBW 302
T DB10.DBW 438
T DB10.DBW 304
T DB12.DBW 32
AN M 50.0
= DB10.DBX 8.3
M002: CALL "P_SEND" , DB3
IN0 :=DB10.DBX8.0
IN1 :=
IN2 :=DB10.DBW0
IN3 :=DB10.DBW2
IN4 :=DB10.DBW4
IN5 :=DB10.DBW6
OUT6:=DB10.DBX8.1
OUT7:=DB10.DBX8.2
OUT8:=DB10.DBW10
A DB10.DBX 8.3
L S5T#10S
SD T 30
NOP 0
NOP 0
NOP 0
AN T 30
JC M011
AN M 50.0
= DB10.DBX 8.3
L 0
T DB10.DBW 302
T DB10.DBW 304
T DB12.DBW 32
M011: BEA DB10 ahonnan küld, a DB 20-ba olvassa ki az üzeneteket amit kap a gsm modem
DB10:
LADDR INT 448 CP340 bemeneti cím
DB_NO INT 10 Küldendő DB száma
DBB_NO INT 126 Küldendő DBB byte száma
LEN INT 50 Adat hossza
REQ BOOL FALSE Engedélyező bemenet
DONE BOOL FALSE DONE küldés kész bit, Statusz paraméter 16#00
ERROR BOOL FALSE ERROR küldés hiba bit, statusz paraméter értéke
STAT7 BOOL FALSE
STATUS_W WORD W#16#0 küldés Státusz paraméter
STAT9 STRING[10] 'at+cmgs="'
STAT10 STRING[1] '$R'
STAT11 STRING[1] '"'
STAT12 STRING[1] 'z'
STAT13 STRING[16] '+36309685681'
STAT14 STRING[26] '-'
STAT15 STRING[26] '-'
STAT16 STRING[26] '-'
STAT17 STRING[5] ' '
STAT18 STRING[50] ' A HIBA KODJA'
STAT19 STRING[50] ' '
STAT20 STRING[50] ' '
STAT21 INT 0
STAT22 INT 0
sms_pozcio INT 0 sms pozíció (WINCC)
tel_no DINT L#309685681 telefonszám (WINCC)
STAT25 STRING[3] '+36'
STAT26 STRING[16] '302793664'
STAT27 STRING[26] '-'
STAT28 STRING[26] '-'
STAT29 STRING[26] '-'
STAT30 STRING[16] '-'
STAT31 INT 0A segítséget előre is köszönöm.
-

sörösló
aktív tag
válasz
 DP_Joci
#3252
üzenetére
DP_Joci
#3252
üzenetére
Ja és a vákumszivornyát egy ilyen rugós szeleppel kívülről is szabályozhatod, nem a nitrogént szívja feleslegesen a rendszerből, hanem a külső levegőt. A lényeg az hogy a cső végén legyen egyenletes a szívás, illetve a vákum "nyomása". Egy ilyen szeleppel akár 0.1 bar-ra is le tudod vinni a szívást, ami a beállítás után állandó értéken marad, ha megfelelő teljesítményű a szivattyú és el tudja vinni a hirtelen keletkező többlet gázmennyiséget.
-

DP_Joci
tag
Sziasztok,
S7-1200-as PLC-vel kell hőmérsékletszabályozást megvalósítani. Van egy beállított hőfok, van egy Pt100 ami visszaméri a víz hőfokát, valamint van egy fűtőszál, amit a PLC PWM kimenete egy szilárdtest relén keresztül kapcsolgatna.
Kipróbálnám az S7-1200 Pid_compact szabályozóját, aminek van PWM kimenete is. Kérdésem az lenne, hogy milyen időket illik figyelembe venni, illetve kell beállítani a helyes működéshez. Gondolok itt az OB hívás ciklusidejére, ill. a PID ciklusidő összefüggésre, valamint a min és max kitöltési idők helyes megválasztására stb.Tanácsokat, segítségeket köszönöm.
üdv,
J.ui.: Kipróbálta már valaki az S7-1200 Pid tuning funkciót, mi a tapasztalat vele.
-

Szirty
őstag
válasz
DP_Joci
#3257
üzenetére
Helló DP_Joci!
Szerintem nem kell ide HW-es PWM kimenet. Egy normál kimenet is megfelelő lesz.
1200-as PID-del még nem játszottam, de szerintem cyclic interrupt OB-ba kell rakni. Ide a 100ms hívási gyakoriság bőven megfelelő lesz szerintem.
A PID PWM kimenetének ciklus ideje szerintem 1-2 másodperc lesz a megfelelő. Max kitöltés 100% is lehet,a minimális bekapcsolási idő meg legyen nagyobb mint az 50Hz periódus ideje (20ms). -
DP_Joci
tag
Sziasztok,
Köszönöm a választ Szirty.
Picit megcsendesedett a fórum.
Újabb témát dobnék fel.
Van egy préselési folyamat, ahol a nyomóerőről van egy analóg érték. Ezt az értéket kellene grafikonon megjeleníteni, valamint a mérési adatokat tárolni. A folyamat végén a kezelőnek még ki is kellene nyomtatni egy adatlapot a mérési eredményekkel.
A feladathoz lenne egy S7-1200-as valamint egy Siemens Comfort panel.
Az adatgyűjtésre és a nyomtatásra milyen megoldások vannak?
üdv.
Józsi -
Szirty
őstag
válasz
DP_Joci
#3259
üzenetére
Helló DP_Joci!
'Van egy préselési folyamat, ahol a nyomóerőről van egy analóg érték"
Ilyet csináltam már párszor S7-300-ra. Izgalmas :-)
Mennyi ideig tart a folyamat, ami alatt rögzíteni kell? Nem lehet túl gyors, mert az A/D és a PLC sem rakéta.
Ha 1-2 másodpercnél hosszabb a rögzítési idő, akkor szerintem nem lesz gond.Egy DB-be kell a PLC-vel elrakosgatni a mintákat, amit a HMI-n egy buffered trenddel meg lehet szépen jeleníteni.
A comfort panelek nyomtatási képességéről nincsen információm, de ha képes nyomtatni, akkor valószínűleg printscreen (hardcopy) formájában tudsz vele grafikont nyomtatni.
-

byte-by
tag
válasz
 Gerzson27
#3261
üzenetére
Gerzson27
#3261
üzenetére
halo Gerzson !
a macsupicsu kábel ügyben nem kedvez az egyszeri plc-snek.
ehhez :Mitsubishi AL-232CAB nevű kábel kell, de nem a d-sub oldalával van baj, hanem a vezérlő felölivel.
az Alpha-któl fölfele talán rajz alapján is el tudod gyártani, de ezt szerintem meg kell venni.
keveset foglalkoztam Mitsubishivel , de gyári kábel kellett az Alpha sorozathoz.talán van itt olyan valaki aki többet tud róla, de interneten kellene szétnézni, hol , mennyi.
byte-by
[ Szerkesztve ]
-
Onishi
tag
Üdv mindenkinek!
Mostanában tervezek venni Siemens SIMATIC S7-300-as PLC-t. Lenne pár kérdésem.
1. Ez a PLC csak a saját tápegységével kompatibilis, vagy esetleg másfajtát is rá lehet kötni? Csak mert tudok szerezni ingyért 24V-os DC tápot. Így ha nem muszáj nem venném meg a siemens-es tápot hozzá.
2. Mire való pontosan a SIMATIC NET modul? Nem igazán találtam róla infót.
3. Csak spéci programozó kábellel lehet felprogramozni, vagy esetleg sima RS-232, vagy USB kábellel is lehet? Miben más egy programozó kábel?Előre is köszönöm a segítséget.
-
Szirty
őstag
Helló Onishi!
Bármilyen 24V DC (szűrt) tápegységgel táplálható, amelyik terhelhetősége elég nagy neki.
"Mire való pontosan a SIMATIC NET modul?"
Pontosan melyik? Nagyon sokféle van!
Ebben a doksiban biztos hogy megtalálod :-)"3. Csak spéci programozó kábellel lehet felprogramozni, vagy esetleg sima RS-232, vagy USB kábellel is lehet? Miben más egy programozó kábel?"
Ha a CPU-n van ethernet (azaz PN-es) akkor ethernet kábellel is programozhatod.
Ha nincs, akkor szükség van egy MPI/DP interface-re (CP) amiből rengeteg féle van.
Van olyan ami USB-s, van amelyik ethrenetes, van amelyik RS232 soros portos, stb. Az utóbbi a legolcsóbb, de a legrosszabb választás is egyben.Miért akarsz S7-300-at venni? Mihez kell?
-

coco2
őstag
Sziasztok!
Nem programozási a kérdés, inkább gépkezelési. Arburg Selogica-s (pld műanyag fröccsöntő) gépekkel dolgozik valaki napi szinten? A termelési jegyzőkönyv állomány mentési lehetőségei érdekelnének - bűvészkednem kellene kicsit a szöveg file tartalmával - és jól jönne, ha képben lennék lehetőségekről.
Kaptam egy mintát, hogy jellemzően így néz ki:
A R B U R G valós érték-jegyzőkönyv
programnév RE03Pneustandr
feladat
szerszám Fartrenu Gre16a
gépszám 194351
év 2012
nap,hónap 25.02
óra 09:49
f1403 jegyzökönyv ciklusszámláló
t007 óra
t4012 ciklusidő, valósérték
t4018 befröccsölésidő, valósérték
V4062 anyagpárna, valósérték
p4055 maximális fröccsnyomás, valósérték
p4072 átkapcsolási fröccsnyomás, valósérték
t4015 adagolási idő, valósérték
f1403 t007 t4012 t4018 V4062 p4055 p4072 t4015
h:min s s cm³ bar bar s
12.00 0.56 3.100 854 850 1.59
+/- 3.00 0.10 0.250 80 80 1.00
58385 09:49 11.72 0.56 3.135 838 838 1.64
58386 09:49 11.72 0.56 3.131 858 848 1.57Pen drive-ra mentette ki a munkagép "pp_2012_02_25__09_49_06.txt" néven. Az alsó sorok már termelési eredmények, amik jellemzően oda sorakoznak fel, csak azt nem tudom, hogy milyen mennyiségben? Ha 365 napon keresztül le sem áll a gép, akkor millió számra fog nőni a sorok száma ugyan abban a szöveg file-ban, vagy időnként (pld havonta) snitteli, és újat kezd? Ha nagyon sok tétel van, egyforma tételek kerülnek csak a file-ba, vagy időnként pár üres sorral együtt új "fejlécet" is dobni fog a kimeneti fileba? Esetleg minden ilyet be lehet (és kell is) állítani a vezérlőn, mielőtt egy ilyen állomány pen drivera kerülne?
Köszönöm.
កុំភ្លេចប្រើភាសាអង់គ្លេសក្នុងបរិយាកាសអន្តរជាតិ។
-

Saab1985
csendes tag
Sziasztok! Van egy eladó Siemens PG-m sajnos hibás,Jófogáson vettem és azt hittem meg tudom javítani,de nem jutok előre vele. Az alaplapon el van égve egy kondenzátor és a billentyűzet szalagkábele is sérült,gyári töltője nincs meg,de adtak hozzá egy Toshiba töltőt amiről állítólag működött,ha valakinek van kedve foglalkozni vele,vagy alkatrész kellene egyben 18000 ft ért megválnék tőle.
-
byte-by
tag
sziasztok !
Siemens S7-300 vezérlésű gépek adatmegjelenítéséről van szó.
sajnos nem tudom, hogy a gépek össze vannak-e kötve valamiylen hálózattal, ethernettel , vagy probibus-al, de
egy nagy adatmegjelenítő képernyőt szeretnének a gépekhez.Omronba vagyok járatosabb , ott létezik egy cx-supervisor nevű program , pont erre kitalálva, a gépeket egyszerűen ethernettel hálóba kell kötni majd IO-k és memóriák alapján ugyanúgy programozható a rendszer , majd megjeleníthető szinte bármin pl. nagy LCD monitoron.
Siemens S7 rendszer esetén van-e valamilyen hasonló megoldás?
érdemes -e nagy HMI-t alkalmazni és egyszerűen programozni pl. Wincc Flexible-vel (gondolom elég drága lehet), vagy SCADA, vagy hasonló lehetőség a nyerő ha LCD monitort szeretnénk pl.
tehát a kérdésem, hogy az elején felvázolt környezetben egy jól látható adatmegjelenítőt milyen módszerrel érdemes létrehozni.
köszönöm, byte-by
-
Szirty
őstag
válasz
 byte-by
#3270
üzenetére
byte-by
#3270
üzenetére
Helló byte-by!
A módszer ugyanaz. Vagy egy hálózatba hozod a PLC-ket (lehet MPI, ethernet vagy profibusz is) vagy több független hálóba, vagy egyenként rákötöd mindet egy PC-re (ez utóbbit csak végső esetben).
A PC-n pedig futtatsz valamilyen HMI vagy SCADA szoftvert. A CX supervisor is az. Ennek Siemens "megfelelője" a ProTool (régi már) WinCC (ez a SCADA) vagy WinCC Flexible.
De használhatod valamilyen más gyártó scada/HMI szoftverét is, a lényeg hogy egyrészt ismerje az összes felfűzni kívánt PLC típust és a kommunikációs módot is amivel összekötöd a PC-vel.
Óriási HMI panel (Pl. Panel PC) nagyon drága, olyat csak akkor javasolt használni, ha a megjelenítés körülményei indokolják (pl. nagyon ipari környezetbe kerül, szekrény ajtóba, vezérlő pultba stb. és fontos hogy a kijelző és maga a gép egy egység legyen.
De használhatsz ipari PC-t is, sokan gyártanak olyat, vagy irodai környezetben közönséges PC-t.Lényeges, hogy hány PLC-t akarsz vele összehozni, mert pl. a WinCC Flexible csak 8 PLC kapcsolatot tud egyszerre kezelni.
[ Szerkesztve ]
-
byte-by
tag
halo Szirty !
ilyesmire gondoltam, bár mint mondtam siemens ügyben annyira nem vagyok járatos.
a Wincc flexible-t , mint HMI programozó szoftvert ismerem és alkalmaztam is.(ha egyről beszélünk, wincc flexible 2008 sp2)
tehát , ha jól gondolom akkor pl. egy pc-n futó wincc flexi-vel kapcsolódok a PLC-khez, és a wincc flexi-nek runtime és/vagy egyéb hasonló funkciójával (át kell néznem) az aktuális adatokat megjelenítem, a pc-re meg köthetek akkora lcd monitort amekkorát nem szégyellek.
gondolom én.
ha erősen tévedek a gondolatmenetben , javíts ki légyszives.
byte-by
-
Szirty
őstag
válasz
byte-by
#3272
üzenetére
Helló byte-by!
Igen, ez a lényeg.
A HMI-nek használt PC-re telepíted a WinCC Flexible RT-t. Az ES-t nem is kell arra felrakni.
(Az ES a "szerkesztő", az RT a futtató, ami a kész projectet működteti).Az RT-s gépre egy másik gépen ES-el készített projectet akár hálózaton az RT futása közben is rátöltheted (pl. ha módosítasz valamit).
Akkor LCD- rakhatsz amekkorát akarsz (akár kivetítőt is) de az RT által kezelt képernyő felbontás korlátozott.
Ez főleg csak akkor probléma ha full screen módban akarod az RT-t használni. -
Szirty
őstag
válasz
byte-by
#3274
üzenetére
Helló byte-by!
Esetleg javaslom ezeket:
WinCC Flexible - PC runtime
WinCC Flexible Runtime használata PC-n -
DP_Joci
tag
Sziasztok,
Ötleteket, észrevételeket kérek tőletek:
Van egy, nevezzük kazánnak, amit fűtőszállal fűtűnk. Itt beállítunk egy x hőfokot és egy szabályozó azt tartja.
Valamint van egy tartály, aminek a hőfokát indirekten a kazánból elvett hővel fűtjük. Az elvétel egy 2 utú keverőszeleppel valósulna meg. A rendszerben lévő fűtővíz kb. 30l.
Ha a tartályba kérek 60 fokot és a beállítok a kazánnak 80 fokot, akkor elméletileg működhet a dolog. Tapasztalat híján azon gondolkodom, hogy a kazánban nem lehet-e hő megfutás. Esetleg a kazán hőfokát is szabályozni kéne a keverőszelep vagy a tartály hője alapján? Vagy ez így működhet és kész?
Szóval, akinek van tapasztalata kérem ossza meg.Köszönöm.
J. -
Szirty
őstag
válasz
DP_Joci
#3276
üzenetére
Helló DP_Joci!
Nekem még nem teljesen világos mi melyik és mivel van fűtve:
"Van egy, nevezzük kazánnak, amit fűtőszállal fűtűnk"
"Esetleg a kazán hőfokát is szabályozni kéne"
Ha a "kazánt" szabályzóval ellátott fűtőszállal fűtjük és ennek hőjével fűtünk egy másik tartályt, amelyikbe bejutó hőt egy keverőszeleppel lehet állítani, akkor nem lesz semmi gond, a "kazánnal" fűtött tartályban is mérni kell és a keverőszelepet a annak megfelelően állítani tehát oda is kell egy egyszerű szabályzó.
"Tapasztalat híján azon gondolkodom, hogy a kazánban nem lehet-e hő megfutás"
Mivel a fűtőszálat hőmérsékletre kapcsolod, nem fog afölé melegedni.
-
DP_Joci
tag
Szia,
A kazánban lévő fűtőszál azt a vizet fűti, ami a tartály palástjában keringve melegíti a tartályt.
Na, sikerült egy szuper rajzot feltöltenem.
A kazánban beállítanék 5 vagy 10 fokkal nagyobb vízhőfokot, mint a tartályban szükséges lenne és ezt egy független szabályozóval tartanám.
A tartály hőfokát meg a keverőszelep nyitásával zárásával szabályoznám be. -
Szirty
őstag
válasz
DP_Joci
#3278
üzenetére
Helló DP_Joc!
Szóval az zavart meg (csak rosszul idéztem), hogy a kazánban a hőmérsékletet szabályzó tartja, aztán meg azt kérdezed, hogy a kazán hőfokát is szabályozni kéne?
Nyilván ha kazán hőmérséklete szabályozott, akkor az nem fog túlfűteni (hibamentes állapotot feltételezve),
Mi a kérdés? :-)
-
DP_Joci
tag
Hello,
Én kérek elnézést a rossz fogalmazásom miatt.
Szerintem is működhet a dolog, csak a kérdés (amit ki kell kísérletezni), hogy mennyivel legyen magasabb a kazánban tartott hőfok a tartályban beállított hőfoknál.
Ill. azon meditáltam, hogy lenne-e értelme hozzányúlni a kazán hőfokához a keverő szelep bizonyos állásainál (ha zárva van a keverő szelep, akkor a fűtésen is lejjebb venni. ill. ha teljesen kinyit a keverő szelep, akkor a kazán hőfokkal is feljebb menni).
De valószínűleg ha hozzápiszkálnék a kazán hőfokához menet közben, akkor a keverőszelep szabályozóját is összezavarnám.
Szóval, ha a lerajzolt összeállítás működőképes lehet szerinted is, akkor nincs kérdés.

köszi
-
Szirty
őstag
válasz
DP_Joci
#3281
üzenetére
Szevasz!
Ez valóban kérdés. Nyilván van egy olyan hőmérséklet különbség, amire szükség lesz, hogy a kívánt érték tartható legyen.
Először szerintem közelítsd meg úgy, hogy a kazán beállított (elérendő) hőmérsékletébe nem avatkozol bele.
Legfeljebb ha a tartály hőmérséklete magasabbra vagy közel azonosra van állítva akkor lassan vagy sose éri el a beállított értéket teljesen. Nem tudom ez mekkora problémát okoz. -

moseras
tag
válasz
DP_Joci
#3281
üzenetére
Üdv!
Ha a kazán belsőleg szabályzott, akkor (remélhetőleg) az általad kívánt hőfokot tartja (persze az elején valamekkora felfutással). Biztosan van beépített védelme, így ha a szivattyú valami miatt leáll, a kazán akkor sem fog felrobbanni.
Veszteség: nyilván lesz veszteség, tehát a kazán hőmérsékletét valamivel nagyobbra kell venni, mint amekkorára a tartályt fel akarod fűteni.
A tartályt néhány fokos hiszterézissel szokták hőn tartani. Itt mi a cél ? Ez egy HMV tartály, vagy micsoda ?
Keverőszelep: ez miért kell ? Keverőszeleppel az előremenőt szokták azonos értéken tartani (mondjuk PI vagy PID szabályzóval), de itt miért kell ez ? Ha a tartályban elérte a hőfok a hiszterézis felső értékét, úgyis leállítod a kazánt, közben nem kell szabályozni szerintem, hacsak nem valami különleges dolog ez.
Még valamit a kazán hőfokhoz: tegyük fel, hogy 50 fokos tartályt akarsz. Tegyük fel továbbá, hogy a veszteségek miatt ehhez 58 fokos kazán elég lenne. De: a te kazánod mondjuk 70 fokon a legjobb hatásfokú (katalógusadat). Ekkor célszerű 70 fokon járatni, így jó lesz a hatásfok, és előbb felfűtődik a tartály.
Rajz: az előremenőt alulra szokták kötni, a visszatérőt pedig felülre.
Imi.
-
sörösló
aktív tag
válasz
 moseras
#3284
üzenetére
moseras
#3284
üzenetére
Csak egy megjegyzés: Épületgépészek mondják, hogy a víz-víz hőcserélőknél a 20 C° különbség az ideális. Mindenképpen javasolnék ez esetben épületgépész konzíliumot! Nem vicc! Ez egy külön szakma, megvannak a maga szabályai és speciális szakmai ismereteket kíván. Ugyanúgy mint a PLC programozás. Esetünkben az épgép szakinak kell megmondania hogy mit szeretne, mi meg megmondjuk hogy ez hogyan lehetséges.
"Biztosan van beépített védelme, így ha a szivattyú valami miatt leáll, a kazán akkor sem fog felrobbanni."
Biztosan??? Gázkazánnál egyszerű, de vegyinél az előremenő vízágban visszahűtést kell alkalmazni! Fel kell készíteni a rendszert arra az esetre, ha megszűnik hirtelen az áramszolgáltatás!
"Keverőszeleppel az előremenőt szokták azonos értéken tartani"
Meg a vegyikazánoknál az előremenő és a visszatérő ág közötti hőfokkülönbséget szintén az említett 20 fokos lépcsővel. Ha túl nagy a különbség, megrepedhet a kazántest. Ha pufferre dolgozik, az csak tovább bonyolítja a dolgokat. Nem egyszerű az élet, de a robbanásveszély miatt nem lehet "tegyük fel" tényezőkkel operálni! Vagy fehér, vagy fekete. Nincs olyan hogy ha napkeltekor megszólal a feketerigó akkor megnézzük tüsszent e a kutya és ha igen akkor minden OK.

[ Szerkesztve ]
-
Szirty
őstag
válasz
 sörösló
#3285
üzenetére
sörösló
#3285
üzenetére
Szia sörösló!
"Nem egyszerű az élet, de a robbanásveszély miatt nem lehet "tegyük fel" tényezőkkel operálni! Vagy fehér, vagy fekete. Nincs olyan hogy ha napkeltekor megszólal a feketerigó akkor megnézzük tüsszent e a kutya és ha igen akkor minden OK."
Elnézést, kicsit el fogok térni a témától.
Erről az jut eszembe, hogy az ilyesmi nem ritka. Az igény oldalon gyakran alakul ki olyan konkrét megoldás, hogy a problémát se tudom elképzelni, amire az a megoldás.
Tehát nem csak a problémát vázolják, amit meg kell oldani, hanem magát a megoldás lépéseit is. Az utóbbival akkor szokott probléma lenni, amikor a "konstruktőr" nincs teljesen tisztában a megoldás eszközéül szolgáló berendezés működésének olyan részleteivel, amelyek ismerete elengedhetetlen a korrekt megoldáshoz.
Más szóval feltételezésekbe bocsátkozik, vagy hogy nevén nevezzük a dolgot: Blöfföl, mert fingja nincs hozzá.
Az meg nem mindig jön ki jól, amikor a kovácsnak magyarázzák hogy kell lovat patkolni.Itt nem azokról az esetekről beszélek, amikor komoly veszély van (robbanás, sérülés veszélye stb) hanem arról, amikor ilyen közvetlen veszély nincs, de a hibás megoldás azért jár negatív következményekkel. Pl. azt mondják, hogy tegyünk oda egy nyomógombot és majd a kezelő megnyomja amikor ez vagy az a helyzet kialakul.
Az ellenvéleményem az a kérdés szokott lenni, hogy mi legyen ha nem nyomja meg a gombot? Erre a válasz hogy "miért ne nyomná meg?" -
coco2
őstag
Hali!
Termelés gyakorlati kérdésem lenne. Termelő gépeknél (pld öntő és prés formákkal jellegében lágy munkadarabokat előállító gépeknél) milyen hosszúra tud nyúlni egy gép folyamatos üzemi ideje?
Gondolok itt arra, hogy felszerelik a szerszámot, ami nem fog elroncsolódni, nem fog elkopni, és nem fogy el a betáp nyersanyag, nem hibásodik meg a munkagép, nincsen áramszünet, és az üzemben is folyamatos munkaidő van 3 / 4 műszakban még ünnepnapokon is. Alkalmazott gyakorlat persze ritka lesz ilyen, de most a ritka eset érdekelne, ahogyan akár lehetne is. Elindítják a gépet, és megy. Menni is fog 7 / 24 / 365? Vagy jellemzően van valami kötelező ciklus idő, hogy minden mástól függetlenül akkor is le kell állítani, át kell vizslatni és ilyesmik. Van ilyen tényező a termelési gyakorlatban?
Köszönöm
កុំភ្លេចប្រើភាសាអង់គ្លេសក្នុងបរិយាកាសអន្តរជាតិ។
-
byte-by
tag
halo!
érdekes kérdés.működési ciklus általában van.fontos tényező.
ha valaki vásárol egy pl. fröccsöntőgépet , kap hozzá egy gyári leírást amiben megtalálható többek között a gépre jellemző folyamatos termelési üzemidő, és még nagyon sok más dolog.
de minden gépnél más, és illik szigorúan betartani.ha valaki lízingeli a gépet akkor meg pláne.
így az a kérdésre, hogy általában mennyi egy gép folyamatos termelésben lévő ciklusideje, szerintem a tervezés és a gép ismerete nélkül korrekt módon nem meghatározható, illetve meg van határozva a gyártó által.ha úgy van megtervezve pl. egy alumínium öntő gép, akkor a melegen tartó rész külön van , a gép csak annyit használ fel az alapanyagból amennyi az aktuális öntéshez kell.
így ha a gép előre nem tervezett hibára megáll a befagyás veszélye nem áll fenn.
fröccsöntőgépnél, ha a szerszám fűtését temperáló egységről oldják meg , akkor adott esetben minden fontos egység gyorsan cserélhető hiba esetén , ami esetlegesen rövidebb állásidőt eredményezhet.esetleg hasonló felépítésű, tervezésű,hasonló termék előállítására, megmunkálására alkalmas gép utasításából lehet következtetni , illetve meghatározni a folyamatos termelési ciklus idejét.
nem számítva az általad megjelölt problémákat.azt tudom, hogy egy Tetra TBA 8 -as UHT töltőgép 30 órát mehet(ne) egyfolytában nagyjából.
szigorú utasítások vannak a gyártó részéről a TPMS -re vonatkozólag.de ez élelmiszeripari gép, más szabályok vonatkoznak rá, mint egy pl. föcsi-gépre.
üzemidő szerint működik.
de van 15-25-35 perces átvizsgálás is, ami csekély idő, és a termékváltások idejébe bőven belefér, ezek 150-250 órás ellenörzések.
de pl. a 3000 (azt hiszem, esetleg 3500 vagy 5000 már nem emlékszem pontosan ) órás TPMS 6-8 óra hosszú.ez nem csak átvizsgálás, hanem állapottól függetlenül bizonyos alkatrészek cseréjét is jelenti.szóval hasonló gépek gyári utasításában kellene keresni a választ.
egy csatlakozókat gyártó cégnél Arburg fröcsigépek működtek, ahol csak a szerszámokat cserélték, illetve a temperálókat javították, ha gond volt.
magát a gépet alig tartották karban, ha nem kellett volna szerszámcserét végrehajtani, vagy nem lett volna néha meghibásodás, ment az volna napokon keresztül is.
de talán van itt olyan aki tudja, hogy egy hasonló gép konkrétan mennyit futhat megállás nélkül.byte-by
[ Szerkesztve ]
-
Szirty
őstag
Hello coco2!
Nagyon függ a dolog a gép jellegétől és hogy mit csinál.
Van egy elméleti határ, amit a gép karbantartás igénye korlátoz (kopó elemek cseréje, hűtő, kenő folyadék csere, karbantartás, átvizsgálás stb.)
Ezt a határt technológiai körülmények is korlátozzák (pl. átállás másik termékre)
Korlátozzák továbbá a működés során fellépő működést akadályozó tényezők. Áramszünet, alapanyag hiány, meghibásodás, a soros berendezéseknél a megelőző vagy követő gépsor leállása, felakadás, torlódás, stb.Csináltam egy ábrát, ami valós. működő termelő gép üzem és állás idejét, kihasználtságát mutatja időben. Azt nem árulom el hogy pontosan milyen gép és mit csinál, de hátha így is reprezentatív lesz:

1. Két párhuzamos egyforma gépsor üzemideje az időben ábrázolva.
2. Prés gép (lágy anyaggal dolgozik) üzemideje
3. Az iménti présgép 24 órás produktuma órás bontásban. (az 1-2 órás szünet a műszakok közötti pihenő) de sokat ment a gép 3 műszakban is, amikor ilyen üzemszünet nincs)
4. Az 1-es grafikonhoz tartozó gépsor időbeni kihasználtságát mutató táblázat. Az egyes sorok az egységnyi mennyiségű termék feldolgozásához tartoznak, a feldolgozás kezdetét és az ahhoz szükséges időt is jelezve. Az utolsó oszlopban látható, hogy a feldolgozás ideje alatt milyen volt az üzemelés és állás egymáshoz viszonyított aránya.De van olyan berendezés is (Pl. kemence) amelyik 5 éve megy csaknem megállás nélkül. Csak áramszünet és gázhiány alkalmával áll meg néhányszor. A hibák kijavítása és karbantartás menet közben történik.
-
coco2
őstag
Köszönöm a válaszokat. Amit üzemi környezetből meg tudtam kérdezni, a gépeket jellemzően fél naponta azért állítják meg, mert másik termék darabot kezdenek gyártani, és átlag 2 naponta olyan is előfordul, hogy logisztikai gondok miatt stop. Egyébként jellegében azokra a gépekre gondolok, ahol szerszám csuk, anyag benyom, szerszám nyit, robot kar kiveszi a munkadarabot, és bevizsgálás után vagy selejtbe dobja, vagy helyére rakja. Ilyen gépeknél a termelési loggal kell megküzdenem, és problémákba ütköznék, ha azok túl hosszúra nyúlnának darabjaiban. A termelési log különben csak gyártás starton indul el, menet közben nem darabolódik. Akkor indul újra, ha akármiért is, de legalább egy másodpercre meg kellett állni, mert olyankor azt is újra kell indítani. Ha hónapos ciklusok is elő tudnának fordulni leállás nélkül, nagyon hosszúra tudna nyúlni az a log, és kicsit féltem, hogy esetleg gondjaim adódnának bizonyos szoftver licencelési korlátokkal. Ahogy a kapott válaszokat értékelem, ilyesminek maximum elméleti esélye lesz. Hála nektek, most egy kicsit nyugodtabb vagyok

កុំភ្លេចប្រើភាសាអង់គ្លេសក្នុងបរិយាកាសអន្តរជាតិ។
-
byte-by
tag
halo coco2 !
aha,ez konkrét, így érthető,hogy mi a célod.
ha jellemzően max félnapig, vagy az átállást nem számítva kis lehetőséggel max 2 napig megy a gép, és ezt Te tudod, akkor nincs probléma.Szirty egy nagyon jó grafikont adott.
ahogy látom ez a hasznos termelési idő,a gép "hasznos kihasználtsága", amit OEE-nak is szoktak hívni.(Overall Equipment Effectiveness )
kicsit irigykedem , mert gorombán ócska gépekkel dolgoztam mostanában rendszeres 20-30 max. 50%-os OEE-vel.
de 90% fölött automata gépek nem rossz.byte-by
[ Szerkesztve ]
-
-

zumi24
csendes tag
Sziasztok !
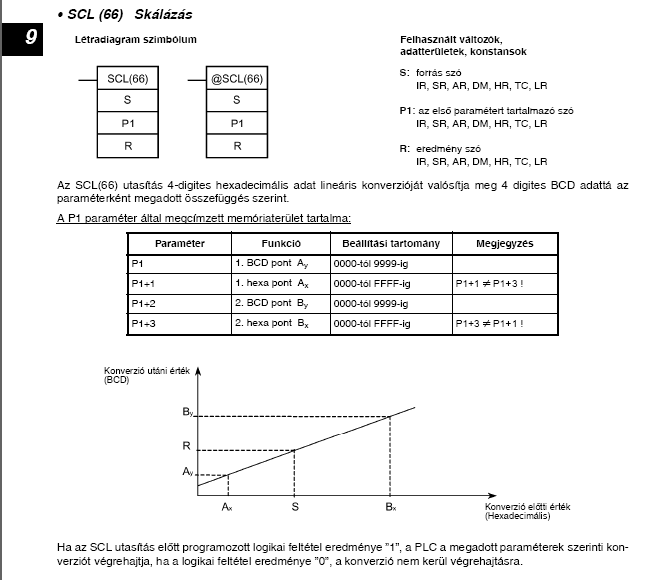
Az lenne a kérdésem ,hogy adott egy OMRON CPM2-A típusú PLC egy változót szeretnék lineárisan skálázni. Én a SCL(66) utasításra gondoltam,működik is ,de ha a bejövő érték 100 fölé megy a kimeneti értékem hirtelen megugrik #166 -ra.
A paraméterei a következők :
P1 #0
P1+1 #0
P1+2 #165
P1+3 #FF
Én úgy gondoltam,hogy a bejövő érték 0-165 között van a kimenő meg 0-255 között.
Ha valaki tudja,hogy mit csináltam rosszul,vagy van valami ötlete ossza meg velem (velünk)előre is köszönöm.
[ Szerkesztve ]
-
Szirty
őstag
-
Onishi
tag
Sziasztok!
Siemens S7-300-as PLC-men csak MPI port van. Mindenképp Ethernetes helyi hálózatra kellene vele felcsatlakozni. Eléggé kezdőnek számítok a hálózati dolgokban így lenne pár ötletem, és egyben kérdésem is, hogy ez így megvalósítható-e. Programozás és HMI megjelenítés zajlana Etherneten keresztül.
Először is vennék egy MPI-USB-s programozó kábelt az mindenképp kelleni fog, ha programozni szeretném.
Akkor ehhez kellene egy USB-Ethernet átalakító. Többfélét is találtam, de nem igazán tudom melyik fajta lenne jó, és nem szeretnék mellényúlni.
Belinkelnék pár típust.
1. [link]
2. [link]
3. [link]
4. [link]
Gondolom az alábbi biztos nem lenne elegendő:
5. [link]
Esetleg Wifi-s megoldás elképzelhető szerintetek? Ugyanis a routerünkön van Wifi. Milyen kütyüvel lehetne megoldani? Mondjuk ilyennel?:
6. [link]Vagy esetleg létezik mondjuk olyan router amin van usb bemenet és akkor úgy zajlana a kommunikáció?
Bocs a hosszúságért, de tényleg tanácstalan vagyok az ügyben.
Köszönöm előre is a segítséget.
-
DP_Joci
tag
Sziasztok,
Köszönöm mindenkinek a hozzászólást.
Minek kell a keverőszelep kérdés bennem is felmerült, de lehet azért, hogy ha a tartály hőfokát meg kell emelni, akkor egyből lehet a kazán magasabban tartott vizéből elvenni és nem kell először a kazánban a víz felfűtésével az „időt” tölteni.
Az előre menő ágat tudnám hűteni egy hőcserélőn keresztül (áramszünet, vagy szivattyú hiba esetén), de mivel ebben az esetben a víz sem forog így a hőcserélő sem tudná hűteni a vizet, szóval a fűtőbetét tehetetlensége miatt tovább emelné valameddig a hőfokot.
üdv.
J. -
byte-by
tag
halo zumi24 !
ha gondolod, akkor beírhatod a memóriatáblába az értékeket , így ki tudod választani a megadott érték típusát.
ahogy Szirty is írta:
P1 : a kimenő érték minimuma BCD-ben, kiválasztod a BCD opciót, beírod az értéket.

P1+1: a skálázandó minimuma hexában, kiválasztod az "16" opciót , beírod az értéket.

és így tovább.
P1+2: a kimenő érték maximuma BCD-ben,
P1+3 : a skálázandó érték maximuma hexában.az eredményt BCD-ben kapod, egész számként, de törtként kezelheted, az eredményben értelmezhetsz tizedes jegyet.(pl. #1234= 12,34 )
beírni online kapcsolatban tudsz, el kell menteni, és statikus lesz.
de vigyázz, mégis a legjobb, ha egy P_On (allways-on) feltétellel a PLC bekapcsolásakor az értékeket bemásolod a helyükre, figyelve a típusaikra.
byte-by
[ Szerkesztve ]
-
Szirty
őstag
Helló Onishi!
Szóval az alábbiak:
Delock 61147 USB - Ethernet átalakító (1. Link)
LevelOne USB-0401 USB 2.0 átalakító Gigabit Ethernet-re (2. Link)
USB LAN Ethernet adapter konverter átalakító (4. Link)semmiképpen nem jók, mert ezek mindegyike egy USB-s hálózati adapter PC-hez (pontosabban Windows-hoz). Ez azt csinálja, hogy a hozzá adott szoftvert (drivert) windows-on használva a windows-ban egy virtuális hálózati adaptert realizál és a PC hálózati forgalma ezen keresztül mehet a gépbe ki és be.
Más szóval ez olyan PC-hez való hálózati "kártya" amit USB-n keresztül csatlakoztathatsz a PC-be.
Ezt PLC-vel (és semmilyen más eszközzel) nem tudod használni, hiába van az eszközön USB, mivel a hálózati forgalom megvalósítását javarészt szoftver végzi, ami csak PC-n fut.Ezeket bedugni se nagyon tudnád az USB-s PC adapterbe, mert azon B-s USB aljzat van, ezeken meg A-s USB dugó. Persze átalakítóval bedughatnád, de attól nem fog működni.
Ráadásul a PC adapter megtáplálni sem fogja az eszközt 5V-al (a PC USB-jén van 5V tápfesz, ezek az eszközök arról üzemelnek).USB WiFi adapter, 150Mbps, antennával (Link)
Ez meg ugyanaz mint a fentiek, csak nem réz, hanem vezeték nélküli adapter. Tehát olyan WiFi LAN "kártya" PC-hez, amit USB-be kell csatlakoztatni.
Ez pedig:
USB - USB Over RJ-45 (UTP) 45m. extender (3. Link)
szintén nem jó, mert ez csak annyit tesz, hogy meghosszabbítja az USB portot UTP kábel segítségével max. 45 méteresre. Szerintem ennek semmi köze az ethernethez és vagy a TCP/IP-hez, ezt csak elszeparált UTP kábelen tudod vezetni (nem kötheted routerre switch-re PC-re stb). Egyszerűen csak annyi előnye van, hogy könnyen beszerezhető, olcsó UTP kábelt használhatsz az USB megtoldásához.S7 PLC MPI-t egy PC-hez etherneten csak megfelelő gateway segítségével tudsz csatlakoztatni.
Ilyeneket gyártanak többen. Pl. Helmholz akiknek van magyar képviseletük (AD-DA kft) és még sokan mások. Ezek között a találatok között nézz szét.Megoldás lehet még egy RS232 PC adapter, amit RS232-Ethernet átalakítóra kötsz (de ezt már említettem)
Sajnos ez lassú eléggé, de a HMI minden bizonnyal elég lenne. -

TanisG
csendes tag
Sziasztok!
SIEMENS PLC programozáshoz szeretnék MPI adaptert vásárolni.
Az alábbit találtam:6ES7972-0CB20-0XA0
A kérdésem csupán annyi lenne, hogy ez mennyire korszerű .. esetleg van ennél újabb vagy jobb?
Lényegében az elvárásom csak annyi, hogy USB-n keresztül tudjon csatlakozni.Használ-e valaki Helmholz kommunikációs adaptereket? Ha igen mennyire megbizható a működésük?
Köszönettel:
TanisG