-

IT café



Új hozzászólás Aktív témák
-

Demo07
aktív tag
válasz
 spider23
#43425
üzenetére
spider23
#43425
üzenetére
Még gyorsabb vasakhoz is elegendő egy Pi3b, kamera,stb... simán elbírja.
Doboz nyomtatható, annó pla-ból nyomtattam a Pi-hez és a mai napig abba van, pedig elvileg nem bírta volna ki a pla azt a meleget. Bár nekem van hűtőborda a Pi-n.
Megvettem hozzá amit az alin találtam, passzívan elvan, sztem ~2 éve nem nyúltam hozzá. Csak működik.
-
-
válasz
spider23
#43477
üzenetére
A jelenség neve "layer shifting" rengeteg leírást találsz róla a neten.
Első körben ellenőrizd a szíjak feszességét és a tengelyek szabad mozgását.
A gép mechanikáján változtattál valamit az utóbbi időben vagy teljesen gyári?
3D NYOMTATÁS - LEGJOBB ÁR-ÉRTÉK ARÁNY - PLA, ABS, PETG, TPU, PC, NYLON
-

ToMy_
tag
válasz
spider23
#44464
üzenetére
Jobban jársz, ha keresel valakit, aki alapszinten járatos valamilyen CAD-programban, és lemodellezi.
Én, mint nem szakmabéli, ezt ránézésre bruttó 1-2 óra alatt megcsinálhatónak látom, ha van egy jó tolómérő.
Ez a mobiltelefonnal3Dszkennelek dolog úgysem lesz kapásból hibátlan, javítgatni, a belső részt lemodellezni, stb... sokkal több szívás, mint nulláról megrajzolni. -
-

ParadoxH
tag
válasz
spider23
#45745
üzenetére
Esetleg tudnál valami képeket is mutatni a tárgyról? Én 0-ik lépésben afelől közelíteném meg a problémát, hogy szerkezetileg megfelelő-e tervezése / kialakítása az adott modellnek és elbírja-e a terhelést filament típustól függetlenül. Ha ez teljesül akkor azt kell figyelembe venni, hogy milyen környezeti hatásoknak lesz kitéve a munkadarab. Innentől lehet filament típust választani és a beállításokon esetleg finomhangolni.
[ Szerkesztve ]
-
ParadoxH
tag
válasz
spider23
#45747
üzenetére
Pár észrevétel:
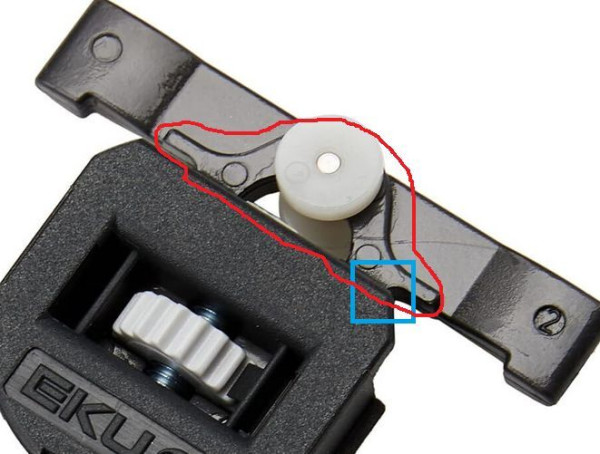
1. Ahol az utángyártott eltört én oda a helyedben tennék egy radiusos ívet mivel a sarok neked egy töréspontként funkcionál a modellen terhelésnél.
2. Az a kitüremkedés amit bekarikáztam nem véletlenül van az eredetin. Az merevíti a tárgyat és növeli a mechanikai ellenállását.3. Nem tudom mi az az vastagság amit a modell környezete elbír - törekedni kell arra, hogy annyira vastag legyen amennyire a funkcionalitásában nem zavar be mivel a fröccsöntött műanyag szakítószilárdsága mindig erősebb mint az azonos fdm nyomtatott anyagé.
Vastagabb dűzni alkalmazása sem elvetendő ha maradsz a hagyományos filamenteknél(minél nagyobb a dűzni viszonylag annál szilárdabb a nyomtatott tárgy).
Van aki például a pla-t hőkezeli - valamennyit javít a törésteszteknél.Nem írtad, hogy be van-e dobozolva a nyomtatód és milyen filamentek vannak kéznél? abs, carbon fibre pla vagy más módosított pla? A PC és a nylon lenne az ideális szerintem, de ez gondolom nálad kiesik.
[ Szerkesztve ]
-

azbest
félisten
válasz
spider23
#45747
üzenetére
a nyomtatott cucc gyengébb, mint a fröccsöntött és az is számít, hogy milyen orientációval nyomtattad. Ha a layerek mentén feszül, akkor könnyen ketté tud válni. Ha állítva nyomtatod, akkod lehet gyengébb, mintha fektetve.
Plusz az is számít, hogy milyen hőmérsékleten nyomtatsz. Ha magasabb hővel vagy kevesebb hűtéssel, akkor jobban összetapadnak a layerek, de lehet csúnyább/pontatlanabb lesz. De lehet használhatóbb.
És ha van hely felszerelve, akkor nem muszáj ugyanolyan vékonynak lennie mindenütt, ahol terhet visz, ott lehet vastagítani, hogy jobban bírja.
Ha muszáj relatíve vékonynak lenni, akkor lehet más kreatív megoldás is. Például két lapos felet nyomtatni üreg kialakítással. És valami odaillő fém elem vagy akár csavar vagy más epoxy vagy valami két komponensű cucccal beragasztásával úgy, hogy a két lapos 3d nyomtatott fél szendvicsbe fogja, hogy az alakja meglegyen.
A kép alapján lehet "HAWA / eku CLIPO 15 H MS" fajta a görgő. [link] Sajna aliexpressen nem dob fel pont ugyanolyat.
[ Szerkesztve ]
-

Guba4
tag
válasz
spider23
#45847
üzenetére
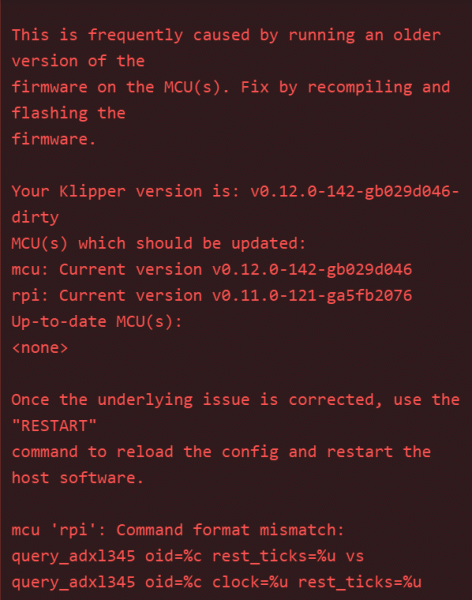
Köszönöm a tippet. A gyári, marlinos firmware flashelés után, már működött a klipper által létrehozott .bin fájllal is az update.
Most már csak az rpi frissítése van hátra, de arról nem találtam hirtelen leírást. Tudnál segíteni?
Előre is köszi.
Ha másnak van ötlete, kérem ne tartsa magában
-

daninet
veterán
válasz
spider23
#46293
üzenetére
a z offset nem anyag függő, az egy mechanikai tulajdonsága a gépnek.
Ha felválik akkor rossz a tapadásod vagy nem jó a szintezés (ha nincs ABL).
Takarítsd le a tárgyasztalt, vagy adj brim-et a modellhez.Illetve PETG-nek 80fokos asztal kell ami a kristályosodási hőmérséklete. Biztos vagy benne, hogy a beállított hőfokod az asztalon is annyi? Ha alul van a hőmérője az asztalnak akkor az az asztal tetején valszeg nem annyi. Már kevesebbnél akár 75 foknál is ledobja.
Told fel 5 fokkal a hőmérsékletet vagy ha van infrás hőmérőd ellenőrizd le mennyire pontos az asztalod hőmérséklete.
Nekem pl vastag alumínium asztal van ami 15 fokot is csal így 95-re kell állítani hogy tapadjon a PETG.[ Szerkesztve ]
Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>



















Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja

Állásajánlatok

Cég: Ozeki Kft.
Város: Debrecen

Cég: Alpha Laptopszerviz Kft.
Város: Pécs