- Perelnek a vallásos kripto-piramisjáték miatt
- ASUS routerek
- Vodafone otthoni szolgáltatások (TV, internet, telefon)
- PHP programozás
- Kanada feltalálta a Netflix-adót
- Open Broadcaster Software OBS
- Hálózati / IP kamera
- Milyen switch-et vegyek?
- QNAP hálózati adattárolók (NAS)
- Tarr Kft. kábeltv, internet, telefon
-

IT café



Új hozzászólás Aktív témák
-

Dyingsoul
veterán
válasz
 TheProb
#15238
üzenetére
TheProb
#15238
üzenetére
Ugyanez a problémám nekem is. Extruder kalibráció után is olyan rosszul nyomja az első réteget, néha még a skirt is felválik egy-egy sarkon. De a bedet feljebb már nem tudom állítani mert akkor már karcolja a lapot. Feljebb állítva meg nem tapad meg az asztalon semmi kb.
Tegnap vettem üveglapot 330 EMF-ért darabját úgyhogy 3-at hoztam egyszerre.
 Még nem tudtam vele tesztelni mert clipsem nem volt hozzá de ma reggel már azt is megvettem. Este tesztelés lesz.
Még nem tudtam vele tesztelni mert clipsem nem volt hozzá de ma reggel már azt is megvettem. Este tesztelés lesz. 
Épp most jött meg a Raspberry Pi is.
[ Szerkesztve ]
- Szakmai kérdésekre privátban nem válaszolok, mivel másoknak is hasznos lehet. Erre való a szakmai fórum! -- YT: youtube.com/dyingsoulgaming -- FB: facebook.com/DyingsoulGaming/ Stream: http://twitch.tv/dyingsoul
-

Reggie0
félisten
válasz
TheProb
#15293
üzenetére
Az a baj, hogy akar 100, akar 50, ezeken a sebessegeken csuszik a filament. Ha ezekkel kalibralod be, akkor a lassabban nyomtatott reszeken, pl. amig gyorsul vagy kanyarodik, tulextrudalt/blobos lesz a nyomtatas. Ha megnezed a tablazatomat, ender 3 pl. 230 fokon tudta 25mm/s-ig csuszasnelkul, 200 fokon mar a 10mm/s is sok volt. Ezert kell a legnagyobb homersekleten es legkisebb sebesseggel kalibralni, mert azzal valoban az alap mechanikai parametereket lehet beallitani, ugyanis nem korlatoz se a filament folyekonysaga miatt fellepo nyomas, sem a fogaskerek/filament csuszasa.
[ Szerkesztve ]
-
Reggie0
félisten
válasz
TheProb
#15322
üzenetére
Nem eleg kikommentelni a relativ extruder pozicionalas parancsat, az is kell, hogy abszolutot hasznaljon (M82). Ahogy a G91 is kene a G90 helyett. Mit akarsz beallitani, vagy mire van szukseged?
; Ender 3 Custom Start G-code
;G21 ; set units to millimeters <=== Innentől
;G90 ; use absolute coordinates <...
;M83 ; use relative distances for extrusion <=== Idáig
M82 ; <<<< Ígye
....[ Szerkesztve ]
-
Reggie0
félisten
válasz
TheProb
#15370
üzenetére
Megakad vagy megcsuszik a szal esetleg clogging.
Ender 3-nal van egy tipushiba: a szoritokar muanyagjat, ahol be van vezetve a filament, elkezdi kidorzsolni es a vajatban egyre jobban betapad es meg-megakad. Lasd:
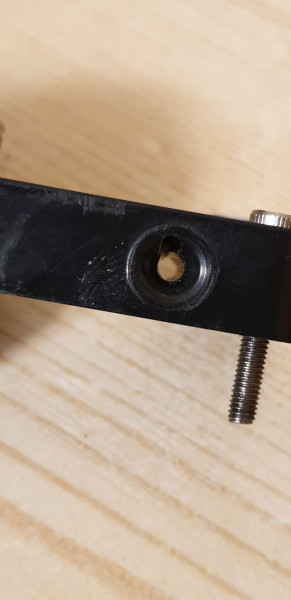
Fel kell furni a lukat nagyobb meretbe es ele kell rakni egy gorgos szalvezetot. En ezt hasznaltam: [link]
Ezen kivul a csapagyazott dobtarto is sokat segit.
Ha gyorsan nyomtatsz, azaz nem az sdkartyan levo gcode szerint nyomtattad ki, akkor az is gond, hogy gyenge az extruder. En ezert 5:1 bolygomuves attetelt hasznalok, igy a megakadas is megszunt es gyorsabban is tudok nyomtatni.
[ Szerkesztve ]
-
Reggie0
félisten
válasz
TheProb
#15375
üzenetére
Kb. ez van nekem is. A hanghatast elegge hatekonyan csokkenti.
(#15374) TheProb: Allmetallal vigyazni kell, allitolag jo sok a hamisitvany, ami belulrol valojaban muanyag, csak femes hatasu festest kap. Igazabol a legjobb, ha B2D extrudert epitesz, bar en inkabb attervezem dual bolygomuvesre.
[ Szerkesztve ]
-

azbest
félisten
válasz
TheProb
#15375
üzenetére
ha volt valami szivacs például a nyomtató csomagolásában, akkor ideiglenesen az is megteszi próbára.
Most én is alátettem a gépnek, mert azt hiszem pont attól jelentek meg jobban a szellemképek, hogy felcsvaroztam még pár merevítőt a sarkokba múltkor.A videóban az a mondás, hogy a merev keret esetén az nem gond, ha mindenestől mozog a nyomtató. Mert együtt mozognak, de úgy nyelődik el az energia. A merev vázban, elnyelés hiányában meg oda vissza járnak a rezgések. [link]
Egy olyan talpat én is nyomtattam... de közben rájöttem, hogy két oldalt nekem 20as széles, így nem tudnám feltenni
-
#15379
 Mr.Csizmás
félisten
TheProb
#15375
Mr.Csizmás
félisten
TheProb
#15375
Mr.Csizmás
félisten
válasz
TheProb
#15375
üzenetére
nekem ilyen van, jobb mint az alap gumis darabka felragasztva. igaz PETG-ből van a rugalmassági tényező miatt. most fejeződik be a squash ball-os láb nyomtatása, utána csinálok egy próbát összehasonlítani.
[ Szerkesztve ]
"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-
Reggie0
félisten
válasz
TheProb
#15393
üzenetére
A support interface arra valo, hogy azt nagy nehezen lehamozva pontosabb maradjon a targy. A kutyanal nem para, ha nem pontos, de ha ket alkatreszt kell osszeilleszteni, akkor mar szamit.
(#15402) Tankblock: Na jo, de mi a baj a geppel? Nem lehet, hogy tul gyorsan akarsz nyomtatni?
[ Szerkesztve ]
-
#15406
Mr.Csizmás
félisten
TheProb
#15375
Mr.Csizmás
félisten
válasz
TheProb
#15375
üzenetére
damper feet vs squash egyéb hibáktól tekintsünk el, a lényeg látható, kevesebb ghosting, simább vonalak.

"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-
Dyingsoul
veterán
válasz
TheProb
#15438
üzenetére
Pont így vagyok vele én is. De a Cura nekem szimpatikus, csak jó lenne, ha alapból tudna még pár dolgot.
Más:
Ezt a Rayquaza modellt próbáltam kinyomtatni. Holnap tehetek fel képet, de ha letöltitek és szeletelitek, tisztán látszik, hogy a bal karját "levágja" a szeletelő. Más gondok is vannak. A jobb alsó "füle" vagy mi az a fején nem kap supportot akár mit játszom vele. Azért egy 0.12-es magasságú nyomtatást készítettem és hát a jobb karja a levegőben, supportokon lógott,és a másik keze is csúnya. Egyszerűen nem jól szeleteli a Cura.
Meg tudná nekem nézni valaki ezt a modellt? Nagyon szeretném kinyomtatni, ajándékba lenne.

Szerk: próbáltam alap cura beállításokkal is szeletelni de már az előnézeti képen is látszik, hogy nem lesz jó, nem érnek össze a szeletek.
[ Szerkesztve ]
- Szakmai kérdésekre privátban nem válaszolok, mivel másoknak is hasznos lehet. Erre való a szakmai fórum! -- YT: youtube.com/dyingsoulgaming -- FB: facebook.com/DyingsoulGaming/ Stream: http://twitch.tv/dyingsoul
-

izisz
senior tag
válasz
TheProb
#15438
üzenetére
Slic3r (PE): printing time-ot számol, ráadásul pontosan, amennyiben a géped accel és jerk értékeit pontosan töltöd ki. Amikor kiexportálod a gkódot, akkor jelenik meg az idő az ablak jobb alsó részén. Addig nem.
(#15440) Dyingsoul
Netfabb javítón küldd át a modellt. Vagy írták már, hogy win10-ben a 3dakármi nevű beépített progi is tud jól javítani. Ha ez nem segít, akkor olyan picurka a kar azon része, hogy nem tud értelmeset szeletelni belőle a megadott fúvókamérettel (így jártak régen pl az Eiffel toronyt nyomtatók, a csúcsa felé annyira vékonyak a korlátok, hogy a szeletelő szimplán meg sem jeleníti, mert 0.4-es nozzle-val és default layer width beállítással nem kivitelezhető)
Amúgy nem tudom mekkora ez a modell élőben, de aprócska, akkor ne várj nagy siekrélményt belőle FDM nyomtatóval.(amúgy thingin mekkora a négyzetháló felbontása az stl-eken? sose tudom
) -
izisz
senior tag
válasz
TheProb
#15455
üzenetére
Érdekes. Nálam Slic3r PE-ben meg olyan gomb nincs
Amúgy itt az Export Gcode és a Send to printer is triggereli a nyomtatási idő (meg anyag, meg ár, stb) számítást. (hm, lehet ha nem lenne octoprint konfigolva alatta, akkor a Send to print helyett lenne Slice now netes képek alapján) -
Dyingsoul
veterán
válasz
TheProb
#15525
üzenetére
Hát még párszor megfordult bennem, hogy lehajítom róla...
De az a nagy helyzet csak az üveg olyan egyenletesen sima, hogy tudok a teljes munkafelületen egyszerre nyomtatni. Mert az alap ender 3-as lap görbe.A történet vége az lett, hogy 2mm vastag üveglapot vettem, a 3mm es ott áll a szekrényben.
az alap ender 3 padot lehajítottam és magában a 2mm-es áll rajta. Gyönyörűen lehet nyomtatni 60C bed temppel a PLA-t. De lehet még 60-ról is lejjebb lehetne picit benni. Ez hamar átmelegszik, nekem nem warpol (kollégámnak igen).Amit nem szeretek, hogy azért a tapadás nem olyan, mint ender 3-on. Egymás után kétszer nyomtatom ugyanazt és egyszer jobban tapad egyszer kevésbé. Jellemzően kis körkörös mozdulatok nem tapadnak pl furat lyukak, csavar helyek. Brim-ezek persze de egy furat lyukba nem tesz brimet.
Jah és a Brimet utálom lepucolni... Nyűg.
- Szakmai kérdésekre privátban nem válaszolok, mivel másoknak is hasznos lehet. Erre való a szakmai fórum! -- YT: youtube.com/dyingsoulgaming -- FB: facebook.com/DyingsoulGaming/ Stream: http://twitch.tv/dyingsoul
-
azbest
félisten
válasz
TheProb
#15552
üzenetére
uhh, ha az a hanghatás az elején tényleg ilyen, akkro oda pár dolcsis hang elnyelő kellene a motorok alá első körben
Nekem is ilyen hangja volt a tevonak az alap stepper driverekkel. A rezgés elnyelőkkel meg majdnem olyan csendes, mintha komolyabb stepper drivert használnék az alap 4988 helyett, csak sokkal olcsóbban jött ki. Már csak a ventiket várom, hogy azokat is halkabbra cseréljem a mostani sivítósakról. -
Reggie0
félisten
-
-
-
-

eJeti
csendes tag
válasz
TheProb
#15656
üzenetére
3D TOUCH SENSOR
Nem bírom ki h ne szóljak bele :-) annyi rosszat olvastam róla itt.Innen rendeltem, ezt :
https://www.aliexpress.com/item/Old-customer-discount-activities-bl-touch-auto-bed-leveling-New-upgrade-sensor-3D-TOUCH-SENSOR-2018/32913903746.html?spm=a2g0s.9042311.0.0.27424c4dqnPQSaAnnyi eltérés van benne, hogy amikor én vettem még fém volt a tapogató rúd a végén...
Tarantula, merevített, dual Z.
Csináltam tesztet a szenzorral 0,009 volt a legnagyobb szórás.
Mióta feltettem nincs gondom a szintezéssel, tapadással. Sima üveglapra nyomtatok, 5-8 nyomtatásonként lemosom sima mosogatószerrel (nem sensitive, kézkímélő stb.)A leghasznosabb dolog amit a géphez vettem.
[ Szerkesztve ]
eJeti
-

TheProb
veterán
válasz
TheProb
#15670
üzenetére
A kattogást ha mindent igaz sikerült orvosolni, az utolsó 1-2 nyomtatásnál már nem hallottam hangját az első rétegnél sem. Picit lejjebb tekertem az asztalt, meg lazítottam az idler csavarján.
Viszont ezek a gap-ek az istenért nem akarnak eltűnni. Eddig csak nagyon minimálisan láttam vagy egyáltalán. De tegnap folyamatosan. Hiába emelem meg az extrusion multiplier/flow-t, nem változik semmi. Hiába emelem meg az infill overlap-ot, nem változik semmi. Nem is értem, hogy mitől van ez, nem változtattam semmit, egyik slicer-ben sem. Annyi, hogy most "in air" módon kalibráltam az extrudert, hogy majd a flow-al játszok. Faszán be is állítottam, utóbbit is, olyan vastag falat kapok, mint beállítok. Itt még annyi van, hogy ha csak részben van gap, akkor lehet laza szíj is. De azt meg múlt héten húztam meg, illetve azóta nyomtattam is.

Slicer független, legalábbis cura-val és S3D-vel is ilyen. Szóval szerintem vagy fw level issue vagy mechanikai dolog lesz.(#15673) Ra3: Nekem nem rágta, hanem rendesen ugrott a tengely 1-1 visszafelé. Lehet este megnézem, hogy van-e clog, illetve ha nem jutok dűlőre, akkor inkább újrakalibrálom az extrudert. Ismét hotend-es módszerrel. Minden esetre nem értem a dolgot...
[ Szerkesztve ]
"Boba is Mickey, Mickey is Boba" - Finkle Einhorn | PC Rig: https://pcpartpicker.com/b/bBy48d
-
Reggie0
félisten
válasz
TheProb
#15687
üzenetére
Nagyon egyszeru: ahogy huzza a szalt es csavarodik, illetve ahogy neha pordul a dob, majd egy hosszabb szakasz letekeredik valtozik a huzashoz szukseges ero, igy az is, hogy mikor pattog es teveszt lepest, vagy csuszik meg a hajtokereknel a szal. A szal megcsuszasanak csokkentesehez novelni kene a szoritoerot, viszont az fojtja a motort igy meg tobbet fog pattogni. En ezt az utat mar vegigjartam, azert mondom. Raadasul tipushiba, hogy a filament kimarja a muanyag szoritokaron levo furat oldalat, ami altal az egyre paszentosabb lesz, es amikor elkezd feszulni a szal az extruder es a dob kozott, akkor jobban beleul vajatba, ami mivel paszentos, meg jobban megszorul a szal. A problema helye attol fugg, hogy mikor kell gyorsan mennie a szalnak, illetve hogy tekeredik le a dobrol, igy valtozatos poziciokban fog elojonni a hiba.
(A retegvastagsagtol is fugg, mert a vekonyabb reteg nagyobb nyomast igenyel az extruderben, foleg az elso retegnel, mert a talca kozelebb is lehet a fejhez, mint kellene, a levelingtol fuggoen.)
[ Szerkesztve ]
-
#15691
Mr.Csizmás
félisten
TheProb
#15687
Mr.Csizmás
félisten
válasz
TheProb
#15687
üzenetére
filament elhelyezésed milyen? nekem minőségbeli ugrást jelentett az is, hogy a karton állvány + hajlakkos palack helyett fat-track-en fut 4x 608 csapágyon.
(#15686) fabula köszi, de ahogy nézem ez csak a gumi, nekem olyan kellene, ami egyben van

"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-
Reggie0
félisten
válasz
TheProb
#15694
üzenetére
A hajtokereke tiszta? Neha van, hogy ha elkezdi daralni parszor, akkor a fogakba beul a maradek es meg kevesbe tudja megfogni. Masik gond az lehet, hogy csokkent a szoritoero, pl. gyengebb a rugo, vagy megnovekedett a tavolsaga a tartojanak.
Filamentek kozott is lehet kulonbseg, pl. egyik kevesbe folyekony ugyan akkora homersekleten, igy nagyobb ero kell hozza.
[ Szerkesztve ]
-

Saccco
nagyúr
-

---gabika---
tag
válasz
TheProb
#15711
üzenetére
Köszönöm a kérdésed! Én is most szeretnék anyagot vásárolni és én is a három márka közül szeretném kideríteni a legjobbat. Gembird? DD? vagy Spektrum? Én eddig DD-t használtam és nem volt vele bajom. Viszont nincs mihez viszonyítanom. Kipróbálnék másik PLA-t is ha van nála jobb.
-





 Még nem tudtam vele tesztelni mert clipsem nem volt hozzá de ma reggel már azt is megvettem. Este tesztelés lesz.
Még nem tudtam vele tesztelni mert clipsem nem volt hozzá de ma reggel már azt is megvettem. Este tesztelés lesz. 











![;]](http://cdn.rios.hu/dl/s/v1.gif) )
)












Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
- Formula-1
- Politika
- Kerékpárosok, bringások ide!
- TCL LCD és LED TV-k
- BMW topik
- PlayStation 5
- sziku69: Fűzzük össze a szavakat :)
- Tényleg jön a The Thing: Remastered
- Computex 2024: Ryzen 8840U dolgozik a Zotac kézi konzoljában
- Samsung Galaxy Watch (Tizen és Wear OS) ingyenes számlapok, kupon kódok
- További aktív témák...

Állásajánlatok

Cég: Ozeki Kft.
Város: Debrecen