-

IT café



Új hozzászólás Aktív témák
-

kzkz
őstag
válasz
 fboldog
#35699
üzenetére
fboldog
#35699
üzenetére
Úgy látom itt a tárgyhűtőt látja így el levegővel, de azt is a házból szívja el, azaz ugyanazt a meleg levegőt keringteti.
Ezzel nem hiszem, hogy sokkal előrébb vagyok, mert nekem a hotend hűtőbordáját kellene hűvösebb levegővel ellátni, ennél pedig ő meghagyta a sima ventit.
De alapvetően jó ötletet adott a venti kereséséhez az alin, mert találtam gyengébbet, de még mindig erőset kb 5eFt-ért.
Köszi!
-
Igen, én itt főleg a ventillátor és a cső megoldás miatt dobtam be.
Viszont így lett pár kérdésem:
- mitől lesz 60 fok egy ekkora nyomtatóban nálad?
- a külső levegős hotend hűtés miatt túlnyomás lesz a házban és ki fog tolni mindent a réseken (ez nem lesz gond?)
- a külső levegős hotend hűtés a fej környékét is le fogja hűteni, ez nem lesz gond a nyomtatott tárgynál?üdv.: Boldog Ferenc
-

#19103744
törölt tag
válasz
 Ton-ton
#35700
üzenetére
Ton-ton
#35700
üzenetére
Nos annak valóban extrém porosnak kell lenni, mert a szálló por 10 micron alatt van, a nyomtatás illetve a fúvóka meg tizedmilliméteres tartományban van. Vagyis két nagyságrend a különbség. Nehezen tudom elképzelni, h. a lakás pora eltömíti, persze felhalmozódhat, összetömörödhet jó pár km elolvasztása után... de nem 10 vagy 15m után. Itt valami másban keresendő a hiba.
[ Szerkesztve ]
-
kzkz
őstag
válasz
fboldog
#35702
üzenetére
- mitől lesz 60 fok egy ekkora nyomtatóban nálad?
Az asztal melegít ennyire, mert rohadt nagy: kb. 50x50cm. Ez fűti be a zárt házat kb. 1 óra alatt legalább 45 fokosra a szélén. A közepén ahol nyomtatok még melegebb lehet. Csak PETG-t nyomtatok, annál meg kb. 75-80 fokos az asztal...- a külső levegős hotend hűtés miatt túlnyomás lesz a házban és ki fog tolni mindent a réseken (ez nem lesz gond?)
Letömítettem mindent, már csak a két ajtó összezáródásánál tud kijönni a levegő, de erre is kitaláltam már hogy legyen zárt. A túlnyomást úgy oldanám meg, hogy fúrok egy lyukat, mondjuk alulra egy kb 10cm-est, és oda szűrőket teszek, de ventit nem. Így itt tudna távozni a túlnyomás, de a meleg ezen nem igazán tudna jelentős mértékben kiszökni.- a külső levegős hotend hűtés a fej környékét is le fogja hűteni, ez nem lesz gond a nyomtatott tárgynál?
Szerintem nem, de majd kiderül... -
#19103744
törölt tag
válasz
 daninet
#35685
üzenetére
daninet
#35685
üzenetére
Oké, de a BMG-t nem olyan egyszerű felaplikálni erre a gépre, ugyanis jelen helyzetben a hűtőhasábbal csatlakozik a vázhoz az extruder, ami itt kimaradna. A végállást max. 5mm lehet eltolni, itt lényegesen nagyobb távolságokról beszélünk már a hotend miatt is. Egyszóval elég sok mókolással járna odabiggyeszteni, eltekintve a pillanatragasztós megoldástól

azbest
Először is tévedésben voltam mert egyrészt teflonosak a hotendek amiket pluszban vásárolt az emberünk, másrészt 12V-os a gép, legalábbis a fűtőszál biztosan mivel kimértem. Egyébként egy régebbi doksiból az derült ki, h. ez egy Prusa Mendel i3 klón. Legalábbis a vezérlője valószínűleg. Abból gondolom, h. a gyártó még az 1.1 Beta Cura-nál ezt a gépet javasolta beállítani.
Olyan kérdésem is lenne, h. amiket letölthetünk pl. thingiverse-ről azt lehet szerkeszteni módosítani. A tervezéshez nem értek sajnos
-
Nekem felfűteskor megy (ender 3 vékony Mean Well táp) és nyomtatáskor fel-fel pörög, de nem megy állandóan.
De ez szerintem annak is köszönhető, hogy zárt doboz és a fűtő blokk réz.
Így a bed nem hűl olyan könnyen nyomtatás közben és a blokknak meg jó a hőtartása.üdv.: Boldog Ferenc
-
#54597376
törölt tag
Az eddig módosítatlan Ender 3 V2-met BMG extrudert használva átalakítottam DD-re. Az e-step kalibráció után 410-re lett belőve. Ahogy utánaolvastam 408-415 közötti értékeket írnak klóntól függően. Szóval ez a 410 kb. jó lehet. De brutálisan túlextrudált minden nyomtatásom. És itt jön a kérdésem. A flow-t vegyem lejjebb, vagy az e-step értékeket? Valahol azt írják, hogy a flow mindenképp 100% legyen és az e-step értékeket állítsam a nyomtatáshoz, máshol azt írják, hogy az e-step legyen annyi amennyinek valójában lennie kell és a flowval játszak. Superslicerben van flow kalibráció, az alapján kb. 75%-os flow értéknél nyomtat elfogadható felületet.
-

Demo07
aktív tag
Hát egy jó ideje nem írtam már hsz-t, szerencsére azért mert stabilan működik a nyomtatóm
 Most majd lehet megpróbálom elrontani....
Most majd lehet megpróbálom elrontani....
Viszont most szeretném feljebb tolni a nyomtatási sebességet, jelenleg 100mm/s és 6000 acc mellett szépen nyomtatok, viszont a flow rate ekkor már 8,3 mm'3/s ami még jó és szép is, viszont infill-nél 120mm/s esetén már 12mm'3/s fölött láthatóan elfogy az technika...
E-step jó, 100mm-re 100-at is húz be.
0.2mm layer, 0.4 nózi, Dragon St flow hotend, bmg klón extruder, direct drive és egy nema17 motor (648 mV-on)
Nema17 motor mekkora áramot képes még elviselni anélkül, hogy amper szaga lenne?Extruder áramát addig nem akarom megemelni ameddig nem tudom, hogy kb mi az az érték amit még kibír a motor füst nélkül
Illetve még anno ~1.5 éve Saccco leírta, hogy a Dragon Standard Flow-nak mennyi a max áramlása 0.4 nózi és 0.2 layer mellett, illetve 0.6 nózi és 0.3 layerrel... de nem találtam meg a hsz-t Help
Help 
ELADÓ vízhűtés cuccok: EK HDC 16mm fittingek
-

Saccco
nagyúr
-
-
#35722
excalibur36
senior tag
excalibur36
senior tag
Sziasztok!
Tudna nekem valaki DWG-ből STL-t csinálni? Az ember jellemét az határozza meg, hogy mit tart nevetséghesnek...
-
kzkz
őstag
Ender 3 v4.2.2-es lappal + 3D Touch szenzor bekötve a lap erre szolgáló 5 pines csatijába, és a Ender-3_4.2.2_ Marlin2.0.1 - V1.1.2 - BLTouch.bin firmware feltéve.
Azt csinálja, hogy auto home-nál még elkezdi a Z-t süllyeszteni, de még neki se ér a touch hegye az asztalnak mégis behúzódik. Majd feljebb emeli kicsit a Z-t, kiengedi hegyet, elkezdi lassan süllyeszteni újra és nem sokkal később megáll "Homing Falied: PRINTER HALTED Please Reset" hibával.
Próbáltam a bed leveling menüben is az auto home-ot, ott se jártam sikerrel. Van amikor eljut a 7. pontig, de van amikor már a másodiknál megáll. Van, hogy az első érintés még jó, de ugyanannál a pontnál a második már kamu érintés, és ezután meg tovább a következő pontra.
Találkozott már valaki ilyennel? Rossz lenne a szenzor, vagy a gyári firmware helyett sajátot kéne fordítani?
A kábelt kimértem, a kontaktok jók.
-
#35727
excalibur36
senior tag
excalibur36
senior tag
Sziasztok!
Mi a véleményetek, tapasztalataitok a Tronxy D01 V2 nyomtatóval?Az ember jellemét az határozza meg, hogy mit tart nevetséghesnek...
-
#35728
 kriszpontaz
veterán
excalibur36
#35722
kriszpontaz
veterán
excalibur36
#35722
kriszpontaz
veterán
válasz
 excalibur36
#35722
üzenetére
excalibur36
#35722
üzenetére
Írd le miről lenne szó. Akár PM-ben.
-
kzkz
őstag
Na, végre működik, úgy tűnik a gyári firmware nem volt jó ehhez a 3D touch-hoz.
Klipperre áttérve se ment egyből, de ha a sensor pint áttettem a Z- endstophoz, és a configba beírtam ezeket, így már működik:
# Pin mappings for BL_T port
[bltouch]
sensor_pin: ^PA7
control_pin: PB0
z_offset = 1.5
x_offset: -48
y_offset: 0
pin_up_reports_not_triggered: true
pin_up_touch_mode_reports_triggered: false
probe_with_touch_mode: falseSemmi se megy egyszerűen

-
kzkz
őstag
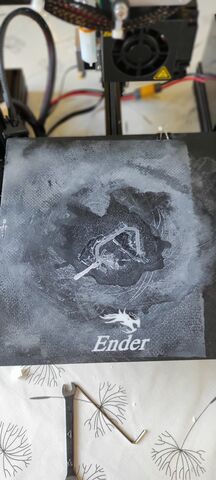
Más: ez az első PETG nyomtatásom a gyári Ender lapra. Sajnos a fej túl közel volt, és a szoknyát úgy belenyomta a lapba, hogy nem tudtam leszedni róla semmivel. Ekkor jött az ötlet, hogy acetonnal rámegyek, a másik nyomtatón az alu lapnál ez mintha feloldotta volna. Belocsoltam, rátettem még egy törlőkendőt, így itattam bele, ennek látszik a mintázata is.
Hát itt is, de jött vele valami a gyári lapról is, onnan is feloldott valami réteget, annyira fellazult, hogy az körmömmel még egy mélyedést is sikerült belekarcolni (a jobbra lefelé tartó árok az)
Ha ennyire belenyomta az anyagot, akkor hogy lehet eltávolítani a PLA-t, PETG-t erről a lapról, úgy hogy ne sérüljön a mittudomén milyen réteg a lapon? Még adtak hozzá egy tartalék lapot, azt nem szeretném ilyen állapotban látni
[ Szerkesztve ]
-
#35732
kriszpontaz
veterán
kzkz
#35730
kriszpontaz
veterán
A PETG szeret nagyon összegyógyulni az ilyen bevonatokkal, a gyári V2 üveglapra is úgy fogok nyomtatni hogy a sima bevonat nélküli oldalára próbálok, remélem arra nem fog így odagyógyulni. Szoktak alá még nyomtatás előtt hajlakkot vagy stift ragasztót kenni, hogy legyen egy réteg ami elereszti mikor le akarod szedni. Én nem próbáltam összekenni semmivel eddig. Viszont ez a lap szerintem kuka.
-
-

fabula
őstag
válasz
 Brain75
#35734
üzenetére
Brain75
#35734
üzenetére
Nem olyan rossz az a kerek asztal. Nekem egy Anycubic Kosel Linear Plus van már vagy másfél éve és klasszul nyomtat. Nekem ez van beállítva PLA nyomtatásra és 240 mm az asztal átmérője. Az Flsun nagyobb. Ráfér erre sok minden.
Nem tudom, hogy szerencsém volt-e vele, de ez volt az egyetlen gépem, amely összerakva és a Marlint 2.xx-re lecserélve azonnal szépen nyomtatott. A delta szintezés egyszerű és pontos, egyszer megcsinálod és nem nagyon kell többet hozzányúlnod a szintezéshez, mert az asztal fix.
Ha lenne rá keret, én megvenném az Flsun deltát és eladnám az Anycubicot . Az Flsun sokkal fejlettebb elektronikával rendelkezik.
. Az Flsun sokkal fejlettebb elektronikával rendelkezik.[ Szerkesztve ]
-
#19103744
törölt tag
válasz
Brain75
#35734
üzenetére
Szerintem ez legyen a legkisebb baj. Viszont mivel le van csavarozva sosem fog elmozdulni, mindig viszintes marad, max fejcsere miatt lehet szükség szintezésre.
fabula Engem elsőnek a Makerbase alaplap fogott meg, vannak benne tartalékok. Na meg a videón ahogy elsőre nyomtat... Ezzel nem kell csinálni semmit csak vásárolni a tekercseket, lítium zsír és kb. ennyi. -

Brain75
senior tag
Sziasztok
TPU filamentet hol érdemes venni ?
Nem kell sok nekem, ezért kérdezem hol a legolcsóbb ?!Üdv
/LOGITECH Kormány, Játékvezérlő, Hangfal, Egér, Billentyűzet, Dell, Toshiba, Fujitsu, Acer notebookok és minden egyéb elektronikai termék szakszerű, gyors JAVÍTÁSÁT vállalom/
-
#35738
kriszpontaz
veterán
excalibur36
#35722
kriszpontaz
veterán
válasz
excalibur36
#35722
üzenetére
Szia!
Megcsináltam neked Fusion 360-al. Remélem megfelel.
STL link: [link]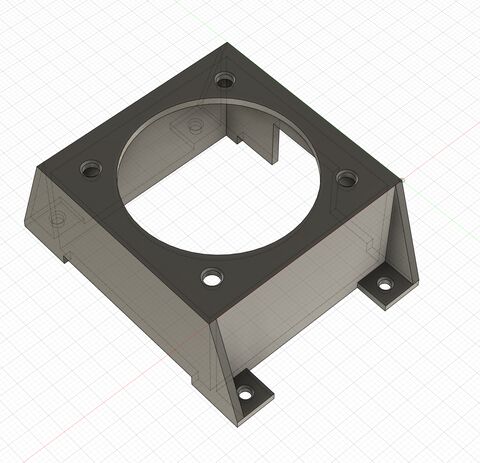
[ Szerkesztve ]
-
#35739
excalibur36
senior tag
kriszpontaz
#35738
excalibur36
senior tag
válasz
 kriszpontaz
#35738
üzenetére
kriszpontaz
#35738
üzenetére
Szuper lett, köszönöm!
Az ember jellemét az határozza meg, hogy mit tart nevetséghesnek...
-
#35740
kriszpontaz
veterán
excalibur36
#35739
kriszpontaz
veterán
válasz
excalibur36
#35739
üzenetére
Nincs mit.
-
#35742
excalibur36
senior tag
excalibur36
senior tag
Sziasztok!
Megvételre keresek 2db. 280mm MGN12 lineáris sínt MGN12C blokkal és 1db. MGN12C blokot.Az ember jellemét az határozza meg, hogy mit tart nevetséghesnek...
-
-

daninet
veterán
Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
-
#35746
kriszpontaz
veterán
gabelli67
#35745
-
#35747
gabelli67
csendes tag
kriszpontaz
#35746
gabelli67
csendes tag
válasz
kriszpontaz
#35746
üzenetére
Köszi, én is valami ilyesmire gondoltam.











 , lehet ezért megy fixen...
, lehet ezért megy fixen...



 Most majd lehet megpróbálom elrontani....
Most majd lehet megpróbálom elrontani.... Help
Help 











 . Az Flsun sokkal fejlettebb elektronikával rendelkezik.
. Az Flsun sokkal fejlettebb elektronikával rendelkezik.






Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
