- Mindennél kisebb és gyorsabb chipeket hoznak az ASML új gépei
- Hódít az AI, közben a Microsoft emberek százait küldi el a felhős részlegétől
- Felfordul a windowsos piac: az Arm megszerezné a PC-s piac 50 százalékát
- Ömlenek a fiatalok a Facebookra
- Ezúttal bennfentes kereskedelemmel vádolják Elon Muskot
-

IT café



Új hozzászólás Aktív témák
-

Goldelf
csendes tag
válasz
 azbest
#29809
üzenetére
azbest
#29809
üzenetére
Köszi a választ, holnap kipróbálom!
Már csak a 0.1 es réteget nem próbáltam, remélem az segít.
Hőmérséklettel játszottam. Drasztikus mértékben is. 225-ről levittem 200-ra akkor egy ideig tök szépen nyomtatott, egészen addig, amíg át nem ment a következő nyomtatandó területre, ott viszont borzasztó eredményt produkált. Nem tudom ennek van e logikája. -
Goldelf
csendes tag
válasz
azbest
#29809
üzenetére
Jelentős javulást sikerült elérnem a flow állítással. 70%-ra visszavettem így már megszűnt a hullámosodás.
A bal hátsó részt viszont nem tudom belőni sehogy, ott valami gond lehet a lappal, ami érdekes módon csak ennél a filamentnél jött ki eddig. Még a hőmérséklettel megpróbálok varázsolni, lehet sok a 225. Spektrum filamenteknél pl a 195 jött be. Köszi a tippet!

-

Stieve
csendes tag
válasz
azbest
#30155
üzenetére
Köszi, ezt is meg fogom nézni. Elméletileg ellenőriztem összeszerelésnél és rendesen bent volt a helyén de újra megnézem.
Ugye direct drive, tehát csak egy rövid cső van a hotendtől az adagoló fogaskerékig, és ott pont nem látni a végét, hogy mozog-e.
De mindenképpen ott is kutakodok...
-

plgr
tag
válasz
azbest
#30205
üzenetére
Köszi az infót! Korábbi benchyken jóval kevésbé látszik, valami miatt most látványosabb.
Saccco: erre gondoltam és is, és azóta ki is pucoltam a fejet, bár tisztának tűnt közben. A Z tengelyt is zsíroztam, hátha segít.
E-step rendben van, holnap még egy flow igazítás lesz soron. Remélem sikerül javítani rajta!
-

Saccco
nagyúr
válasz
azbest
#30277
üzenetére
Inkább egy kis wobble-nek nézem, mintha az orsó mintája látszana. Nagy tárgynál lehetne emelni a hőfokot, hogy mire eléri a sebességet ne csökkenjen az áteresztőképesség.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

Reggie0
félisten
-
Reggie0
félisten
válasz
azbest
#30282
üzenetére
Viszont ha a szalvastagsag ingadozik, akkor retegen belul is kell elteresnek lennie, mert a filament nem lesz szinkronban a retegvaltassal, az ugy ingadozik, ahogy eppen sikerul.
Ezen kivul lehet meg a vastagsag valtozasa a sebesseg/nyomas viszonyoktol fuggo. Pl ha van egy vizszintes furat es folotte/alatta masmilyennek tunik a reteg szelessege. Arra meg nem jottem ra, hogy ez konkretan mitol tud kialakulni, en az infillre tippelek. Ekkor erdemes lehet ugy nyomtatni, hogy a kulso falat csinalja meg eloszor, akkor a belso struktura nem ut ki rajta. Vagy ehelyett esetleg az infill overlappal varialni, illetve figyelni arra, hogy a 0.4-es fuvokaval 0.4-es falat nyomtass, mert nagyobb mereteknel a kifele paszirozott extra szelesseg viszonylag sztohasztikus eredmenyt ad.
[ Szerkesztve ]
-

inf3rno
nagyúr
válasz
azbest
#30277
üzenetére
Szerintem alap, hogy a hálózatról tudjak nyomtatni, és csak a kész cuccért kelljen bemenni a műhelybe. Amúgy ennek kapcsán, mi van, ha elfogy a nyomtatóból a filament? Vannak már ezek annyira okosak, hogy megvárják amíg kicseréled, és onnan folytatják, vagy akkor megszívtad, és kezdheted előlről?
Buliban hasznos! =]
-

azbest
félisten
válasz
azbest
#30280
üzenetére
hát... tucatnyi teszt, karbantartás, alkatrészek csereberéje után is kb ugyanolyan a helyzet.
- motor csere, semmi változás
- zrod csere, szár csere, dularól single rodra váltás, 8-ról 2mm emelkedésre váltás, semmi változás.
- extruder szétszedés, takarítás, igazgatás, semmi változás.
- x és y görgők és aluprofil takarítás, az alapproblémára semmi változás. Viszont eltüntek az egyébb "zajok" amik a kerekek alatt lévő por miatt voltak
- x kocsi szíja kicsit v alakban ment, mert vékonyabb az alu alkatrész az gyári akrillnál. Így, hogy megszüntettem a V -t, mindig azonos a szíj feszessége, akárhol áll a kocsi. Annyi változás, hogy x tengelyen is szép vizszintes az egyenetlenség, nem csak y-on
- másik fajta filamenttel isSzoftveresen és slicerben is próbáltam sokmindent. Microsteppinget változtatni, áramerősséget, rétegvastagságot...
Úgy tűnik, ha nagy méretű a tárgy, akkor lesz rajta ilyen egyenetlenség, hogy pár réteg jobban össze van nyomva. Vagy több anyagot tol időnként és azért dudorodik ki némelyik magasságban. Ha kisméretűt nyomtatok vagy egyszerűbb formkat, akkor meg szinte tökéletes már.
Szóval még esetleg extruder cserével tudok próbálkozni, meg esetleg az aszal körül nézni valamit, de az nem hiszem, hogy összefüggene az effekttel.
[ Szerkesztve ]
-

laskr99
addikt
válasz
azbest
#30364
üzenetére
Passz, egyenletesnek egyenletes, ott egy kicsit anno megtéptem az asztalt és talán feljebb van de nem vészes, eddig nem okozott bajt.
Ezt a feketét a 1.1.4 creality lappal szépen tudtam nyomtatni 225-ön, most is azon van egy SKR mini E3 V2 lappal.
A másik 2 filament detto ezt csinálja, de az még a creality lappal is ilyen gány volt.
Kockát 1x nyomtattam, úgy cuccom nincs max vonalzó amivel le tudom mérni.
Ez a fekete EKO MB fajta szénfekete PETG.
De lehet megpróbálok compile-t nyomni egy friss marlinnal.
[ Szerkesztve ]
-
Saccco
nagyúr
válasz
azbest
#30440
üzenetére
Höhö, nem is fogtam fel, hogy 0,4-es line-nal nyomtat a 0,2-es nózival.

+20% line width mehet általában, vagyis
0,2 > 0,24mm
0,4 > 0,48mm
0,6 > 0,72mm
Stb.
Én általában +10%-on használom. Például a speedboat challenge 0,5mm line-nal megy 0,4-es nózival.A réteg vastagsága pedig az átmérő 75%-a.
0,2 > 0,15mm
0,4 > 0,3mm
0,6 > 0,45mm
Stb.█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

LógaGéza
addikt
válasz
azbest
#30465
üzenetére
Ez konkrétan egy ilyen elem volt: [kép]. Teljesen szimetrikus, nincs semmi overhang a túloldalán se. CalibCube-on is volt ilyen, de ott csak egy pontban.
Arra tudok esetleg még tippelni, hogy van valami minimum layer time, és a layer végén ott megáll, megvárni ezt az időt, és akkor jön ki egy kis plusz anyag - bár erre nem találok semmit a SuperSlicerben."Go to work, get married, have some kids, pay your taxes, pay your bills, watch your tv, follow fashion, act normal, obey the law, and repeat after me: I AM FREE"
-

zsolti_20
senior tag
válasz
azbest
#30461
üzenetére
Szia,
Megjött az új extruder amit Saccco ajánlott.
[link]Fel is szereltem, kalibráltam újra mindent. Nyomtattam vele pár tüskét:
[link]A retract ez alapján belőttem 4,5mm-re a sebességet 45mm/sec-re.
A probléma ugyan úgy megmaradt.
[link]
[link]
[link]Nem tudom már mire tippelhetnék. Az összes kalibrációt megcsináltam, és még is dugulás van majdnem mindig ugyan azon a ponton.
Hátha segít valamit, itt a teljes beállításom:
[link][ Szerkesztve ]
-
Saccco
nagyúr
-
azbest
félisten
válasz
azbest
#30518
üzenetére
kitette a folytatás videót [link]
a dual gear direct drive mintázódás problémára. Igazából az előző kapcsán írt kommentekhez képest nincs nagy csoda. Single gear nem érintett. Bowden csökkenti mivel ballasztot ad. A dual gear fogaskerekek szögének változtatása is meg tudja szüntetni a mintázatos nyomtatást. -
LógaGéza
addikt
válasz
azbest
#30586
üzenetére
Az a baj, hogy nincs csere termisztorom (tudom, nagy hiba), úgyhogy marad egyelőre a reszelés.
Átírtam a forrásban 1000 típusúra, majd addig próbálgattam M305-ös kóddal az értékeket, amíg kaptam egy elfogadhatót 180 és 230fokon (+-5fokon belül).
Amúgy ha már csak annyit csinálok, hogy pl leveszem a régit, és ráforrasztom az újat a régi kábelére már elmászik az érték. Kíváncsi lennék hányan mérték meg, hogy valóban annyit ad vissza a nyomtató hőmérsékletnek, mint amennyi a valós, esetleg mekkorák az eltérések."Go to work, get married, have some kids, pay your taxes, pay your bills, watch your tv, follow fashion, act normal, obey the law, and repeat after me: I AM FREE"
-

ttwepinefrin
tag
válasz
azbest
#30602
üzenetére
Köszi, azt elfelejtetettem hozzátenni, hogy teljesen kezdő vagyok.
A gép teljesen alap, a tálca beállításon kívűl nem állítottam kalibrátam semmit.
Viszont azt észrevettem, hogy a tálcát nem tudom tökéletesen beállítani mert nem sík.
Gondolom ennek síknak kellene lenni, ha a tálca 4 sarkát beállítom 1 papírlap hézaggal, akkor a tálca közepén befér alá 4 papir is.
Egy nagyobb kőr átmérőnél (10-12 cm) szemmel látható a kezdő nyomat eltérő vastagsága. -
azbest
félisten
válasz
azbest
#30280
üzenetére
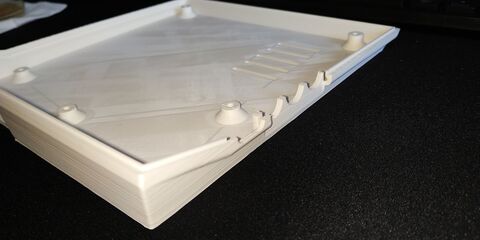
hát kifogytam az ötletekből. Úgy tűnik, hogy van valami abban a modelben, méretben, alakzatban, ami egyenetlenséget hoz ki nyomtatáskor.
Már kb minden alkatrészt, szoftvert cserélgettem és akkor is ugyanaz. A múltkori dual gear-es mintázatos videós srác nyomán még tevo titan clone extruderrel is kipróbáltam. Másik motorral, másik vezérlővel, másik roddal, másik meredekségű roddal... marlin 2.0.9 most amit az skr 1.3-am futtat.
Miközben ilyesmi szintű benchit tudok vele nyomtatni például (bár ez pont nem a legfrisebb, de amit tegnap este nyomtattam, az is szinte tökéletes lett, még a képen lévőnél is talán jobb). Bár tegnap a tárgyhűtő hűtő blowert is átcseréltem, elfordítottam, talán az erősebb kicsit.Esetleg valakinek lenne kedve kipróbálni, hogy nála szépen nyomtatódik-e ki vagy ott is rücskös lesz? [link] -Az alsó tepsi (zx81_case_bottom.stl), nem kell az alja sem, bele lehet nyomni az asztalba szeletelőprogiban, hogy csak az oldalakat próbálja nyomtatni, az úgy sokkal gyorsabb. kb 1 centi után már látszik is, hogy sima vagy hullámos.
Csak a sarkát nyomtatni levágva nem elég, mert úgy nem hullámosodik. Csak, amikor kb teljesen körben megvan minden oldal.Esetleg még valami speciális hűtési problémára tudnék gondolni, de nem tudom, hogy miért csak nagyban jön ki.
[ Szerkesztve ]
-
Reggie0
félisten
válasz
azbest
#30698
üzenetére
Nagynal nagyobb a vegsebesseg, tovabb tart a lassulas/gyorsulas. Probald meg, hogy a gyorsulast lecsokkented, igy a hotendben az olvad filament nyomasat is lassabban kell novelnie/csokkentenie. Nekem is ezeken a pontokon jon ki ez a hiba. Illetve az oldalfalak sebesseget is leveheted, vagy a kulso falla kell kezdeni a nyomtatast, mert ugy a belso reszekbol szarmazo hiba nem fog megjelenni a felszinen. Mivel a belso falakat altalaban gyorsabban nyomtatjuk, mint a kulsot, igy ott tobb lesz a hiba, ami atut.
Az is lehet, hogy ha pressure advance-t hasznalsz, akkor a modellezet allapot es a valos nagyon elter. Megprobalhatod kikapcsolni es ugy jelentosen csokkenteni a sebesseget.[ Szerkesztve ]
-
laskr99
addikt
-
-
azbest
félisten
válasz
azbest
#30932
üzenetére
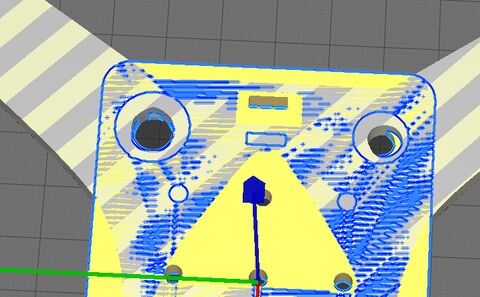
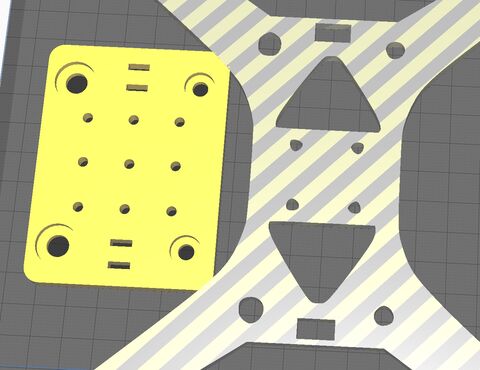
Ó és igen, kell egy adaptert készítenem, amit az alu y tartómra tudok rögzíteni, mert valóban beljebb kell lennie a lyuknak. Középen van 4 lyuk a tartón, azt hiszem azokat átmásolva egy v-slotos kicsi kocsira még akár lehet is belőle valami. Az x kocsi meg akkor egy full nyomtatott lesz... nem gondotam át végig ezt a profilváltást
[ Szerkesztve ]
-

fape
senior tag
válasz
azbest
#30950
üzenetére
Nekem is tarantulám van, a jó régi. Azóta kapott: alu tálcát (v1 Sacccotól
), titan extrudert, dual Z-t, dual Y-t, alu és nyomtatott sarok és támasztó elemeket, szilikon zoknit. Valamint le lett csavarozva egy falaphoz. Amióta meg van a dual Y azóta (több mint 2 éve) sztem egy kezemen meg tudod számolni (és valszeg az összes ujjam se kell hozzá), hogy hányszor szinteztem asztalt.
Lőttem pár képet szépen kábelezni se szeretek Nem egy tudjukmi Voron de teszi a dolgát.Ha valamelyik érdekel, akkor megpróbálom előtúrni az infókat róla. (de ami saját tervezés)
Nem ezeket a drónokat keresik!












![;]](http://cdn.rios.hu/dl/s/v1.gif)



















Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
- Telekom otthoni szolgáltatások (TV, internet, telefon)
- LEGO klub
- OTP Bank topic
- A fociról könnyedén, egy baráti társaságban
- Milyen széket vegyek?
- Gaming notebook topik
- Apple Watch Sport - ez is csak egy okosóra
- Linux kezdőknek
- Apple iPhone 15 - a bevált módszer
- Kerékpárosok, bringások ide!
- További aktív témák...

- CLEVO P775DM3-G gaming laptop
- ÚJ GIGABYTE G5 Gamer Tervező Laptop -30% 15.6" i5-12500H 16GB/512GB SSD 144Hz FHD RTX 3050 4GB FHD
- HP ProBook 4530S, 15,6" HD Kijelző, I3-2350M, 8GB DDR3, 320GB HDD, WIN 10, Számla, garancia
- HP ProBook 6560b, 15,6" HD Kijelző, I5-2410M, 8GB DDR3, 320GB HDD, WIN 10, Számla, garancia Az Ára
- Fujitsu Lifebook E736, 13,3" HD Kijelző, I3-6100U, 8GB DDR4, 256GB SSD, WIN 10, Számla, garancia
Állásajánlatok

Cég: Alpha Laptopszerviz Kft.
Város: Pécs

Cég: Ozeki Kft.
Város: Debrecen