-

IT café



Új hozzászólás Aktív témák
-
#33795
 szabieable
aktív tag
szabieable
aktív tag
szabieable
aktív tag
mai napi anomália. Első printem 0.12 layer heightban, thingiverses bb8. Már a bed elején levő first layer körüli shiftet sem értem teljesen(hátul nem ilyen), de amit utána művelt az tényleges katasztrófa. Mindezt 6 óra után vettem csak észre


-
#33838
szabieable
aktív tag
szabieable
aktív tag
Aki esetlegesen upgradelt dual z rodot az ender3 gépén ( vagy olyan gépen ahol a 2. rod helyén van a táp ) hova tette utána a PSU-t? A bed alá nem rakhatnám mert oldalt van a power csati, vagy létezik külön kapható műanyag burkolat ahol a táp végére kerül a csati?
-
#33864
szabieable
aktív tag
Imy
#33862
szabieable
aktív tag
[ Szerkesztve ]
-
#33886
szabieable
aktív tag
szabieable
aktív tag
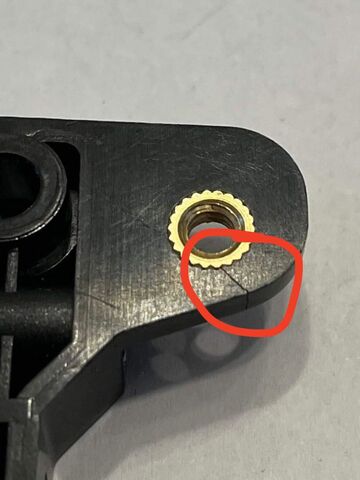
Találkozott valaki itthon kapható 'threaded insert nuttal' a boltokban? M3 méretben lenne rá szükségem, sajnos szétmentek a meneteim egy meghalt szervó miatt és mivel már csiszolás-alapozás-festésen is túlvagyok nem szívesen nyomtatnám újra az elemeket. Külföldi boltokból meg nagyjából 1 hónap az átfutás

-
#33946
szabieable
aktív tag
eszakas
#33945
szabieable
aktív tag
-
#34031
szabieable
aktív tag
szabieable
aktív tag
Mostanában nincs szerencsém. Úton volt már egy ideje Kínából a metal extruder armom, teljesen véletlen, hogy pont a múlt héten kezdett el jobban underextrudálni a nyomtató. Szétszerelésnél jött az első pofon
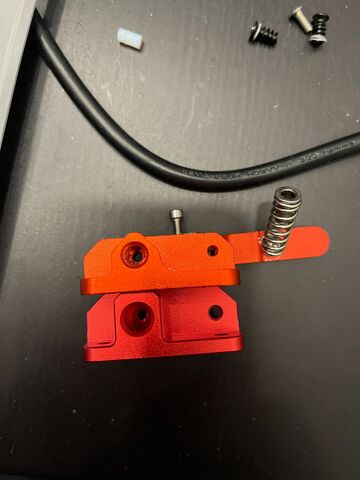
Oké, szerencsére van csere alkatrész. Viszont a kínai olcsóbb metal armnak nem 4es csavar a rugó felfogója és nem volt szerszámom megfúrni a blokkot így hiába erősebb rugó, nem tartott annyira, hogy rászorítsa a filamentet. Oké, úgyis szerettem volna resint venni 3djakeről, került mellé egy creality metal arm is.
Következő pofon... Aki az ender3 tervezésekor kitalálta a pressed pulled fogalmát a stepper motorra, az remélem sokat csuklik.
Átmenetileg készült egy plastic base + metal arm kombó, slicer flow és estep kalibrálással.
Mission failed... és akkor most jön a legszomorúbb része a sztorinak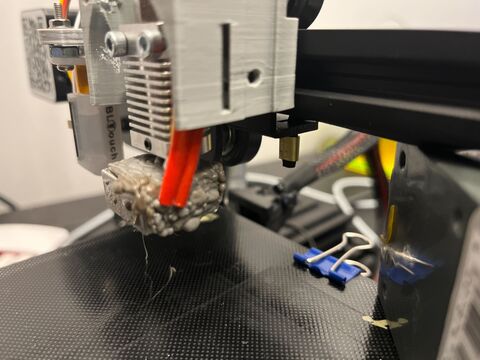
Nem, nincsen türelmem kimenteni a fűtést és levakarni szerszámok nélkül... 2 nap múlva itt van alzából az új hotend + stepper motor.
Az, hogy 2-3 nappal nozzle csere és jópár óra print után miért kezdett el orrán-száján ömleni rejtély, valszeg a szilikon zokni nyomta fel a heatblock tetejére a cuccotUgyanitt nagyjából 3-4 héten belül elérhetővé válik egy SKR Mini 3.0 board Pesten ha érdekel esetlegesen valakit, nincs még egy hónapos de "kinőttem" és upgradelek egy nagyobbat
[ Szerkesztve ]
-
#34037
szabieable
aktív tag
Wasquez
#34034
szabieable
aktív tag
válasz
 Wasquez
#34034
üzenetére
Wasquez
#34034
üzenetére
Tévedés, nem blankolóval terveztem leszedni, azt csak támasztéknak próbáltam használni a nyomtatott toolhoz, de túl erősen fog a cucc és gyenge volt a 100% infill is sajnos.

Értem a logikát, a bevett ipari szokást, de a réz kopása miatt idővel aktuális lesz a csere és akkor viszont egyszerűbb az élet ha csavaros megoldással viszonylag egyszerűen cserélhető másfajta anyagra akár. Tudom, hogy a szállítás miatt de ennyi erővel akkor a 2020 meg a 2040 elemek is jöhetnének pontheggesztve, hogy ott se kelljen csavart állítani. Jelen pillanatban inkább hátrány ( legalábbis számomra ) a press pull mint előnyA nózit megnézem, bár nem teljesen értem, hogy majd 2 nappal a csere után mitől lazul ki magától
Extruder karra visszatérve, tudom, hogy szériahiba, számítottam is rá ezért is rendeltem be korábban a metal kart. Az viszont, hogy a klón "kínai" változat nem ugyanazt a furatméretet használja ( gondolom így már kevésbé perelhető másolás miatt ). Nem lenne bajom a kínai klónnal sem ha alapból megtart annyira a kar, hogy rászorítsa a fogaskerékre a filamentet de sajnos nem.
Tényleg nem panaszkodásnak szántam a posztot, lassan a nyomtató árának kétszeresét költöttem már rá, élvezem de most jól jött volna ha valami elsőre sikerül zökkenőmentesen és tudok csinálni pár printet a következő karbantartás előtt

[ Szerkesztve ]
-
#34041
szabieable
aktív tag
Wasquez
#34039
szabieable
aktív tag
válasz
Wasquez
#34039
üzenetére
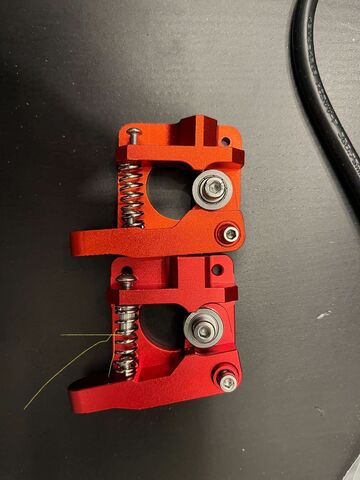
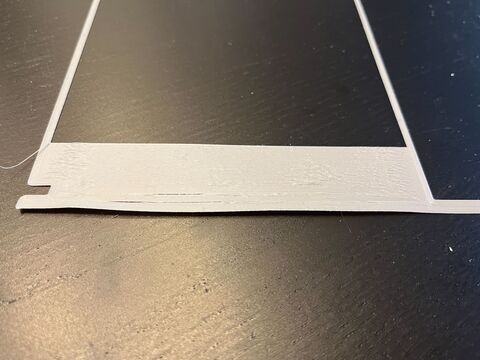
A felső a klón, az alsó a creality.
A jobb oldali furatba menne egy 4es csavar egy ezüst foglalattal ami tartja a rugót. A kínainál nincsen ilyen foglalat. Összeszerelés után teljesen kitolt állapotban pedig nem tartott annyit a kar, hogy beszorítsa a filamentet[ Szerkesztve ]
-
#34045
szabieable
aktív tag
szabieable
aktív tag
Valaki el tudja mondani a gyakorlati hasznat a sensorless homingnak? Mi az elonye ha a stepperdriver tud homeolni es nem kell az xy endstopra hagyatkozni?
[ Szerkesztve ]
-
#34071
szabieable
aktív tag
Wasquez
#34069
szabieable
aktív tag
válasz
Wasquez
#34069
üzenetére
ez már gusztus kérdése, hogy milyen sűrűn akarsz firmwaret frissíteni. Én pl a bltouchal bekapcsoltam a filament sensort is de nem volt még időm megcsinálni rendesen.
Megvan a moduláris dolgoknak is a szépsége, a legtöbb upgradehez van részletes youtube videó, hogy mit és hol kell átírni, a legtöbb módosítás amúgy 2 configuration fájlban van benne, 1 perc a build és mehet a bináris az sd kártyára. Egyszerűbb debugolni is így, ha nem mindent egyszerre engedélyez az ember. Amennyire féltem az elején a marlinos módosításoktól elég jól dokumentálva van minden akár a hivatalos oldalon akár youtubeon(van pl beépített space invaders meg snake is benne )
Nem tudom pontosan melyik típusról beszélünk de a hivatalos oldalon általában van összehasonlító táblázat, hogy miben térnek el
[link]
Mi most a kollégával speciel 2 ender3at tervezünk upgradelni octopus 1.1 boardokkal tmc 2209 driverrel. Remélhetőleg utoljára egy jódarabig -
#34073
szabieable
aktív tag
Wasquez
#34072
szabieable
aktív tag
válasz
Wasquez
#34072
üzenetére
[link]
A frissites is laponkent valtozik, nekem az 1.2 skr minihez se kellett mar arduinoval vacakolni, az pedig viszonylag regi board
Vannak olyan beallitasok amik szuksegesek tenyleges upgradehez, a bltouchra nem mernem teljesen biztosan mondani, hogy ha bekapcsolod akkor nem fogja a bedhez verni a nozzlet. De ez ugye fugg a bltouch telepitesetol is, hogy meghagytad-e a z stopot vagy az ott marad biztonsagi veszkapcsolonak -
#34130
szabieable
aktív tag
Wasquez
#34128
szabieable
aktív tag
válasz
Wasquez
#34128
üzenetére
Yepp, kinyomta a nozzlet es onnan szivargott, a zokni meg szepen felnyomta felulre. Melegen huztam ra de keves volt ezek szerint.
Nem volt meg idom kicserelni, holnap terveztem szetkapni a gepet es akkor letudok most minden kabelezest egy idore ( a bltouchom kb telepites ota egy 2 meteres kabelen log, eloszor csak a jst miatt akartam megnezni, hogy jo e a contact aztan ugymaradt )[ Szerkesztve ]
-
#34157
szabieable
aktív tag
axlfsi
#34152
-
#34196
szabieable
aktív tag
szabieable
aktív tag
Tennek egy probat PEI lappal de eleg sokfele szoras van a kulonbozo oldalakon. Mire erdemes odafigyelni vasarlas elott? Konkretan 8-15 kozott mozognak az arak 235x235 meretben. Alzanal van elvileg eredeti creality is, de annyira nem surgos a dolog es siman kivarom alirol is ha mondjuk jo a bigtreetech fele super spring is akar.
-
#34219
szabieable
aktív tag
szabieable
#34196
szabieable
aktív tag
válasz
 szabieable
#34196
üzenetére
szabieable
#34196
üzenetére
PEI fronton senkinek nincs preferenciája?
-
#34568
szabieable
aktív tag
szabieable
aktív tag
Egy ideje nem hagy nyugodni a kisördög és nagyon dilemmázom, hogy kipróbálnám a resin világot is majd egyszer.
Nemrég jött szembe a [Photon Mono SQ] ami baromi szimpatikus a "négyzetes" asztal miatt viszont még az anycubic oldalán sincs hozzá spare LCD ami kicsit red flag. Túl sok reviewt nem találtam még a nyomtatóról de ha nem lép a cubic és biztosít esetleges cserealkatrészt akkor elég rizikó ilyen méretben beszerezni valamit ha épp elromlik. -
#34713
szabieable
aktív tag
szabieable
aktív tag
Kifog rajtam mostanában a nyomtató...
PEI rücskös oldalra nyomtatok, 1st layer szépen kijön, calibration formánál nem maszatos a surface, ellenben másik modelnél egy idő után a szélén felenged.
Tiszta a pei és zsírmentes..., 200/50 0.28 layerheight 50 v 60mm/s
Lassan kifogyok az ötletekből, hogy 1. miért enged fel egy idő után, 2. miért ilyen a model szélén a lenyomatom Van valakinek ötlete? még mindig magasan lenne a nozzle?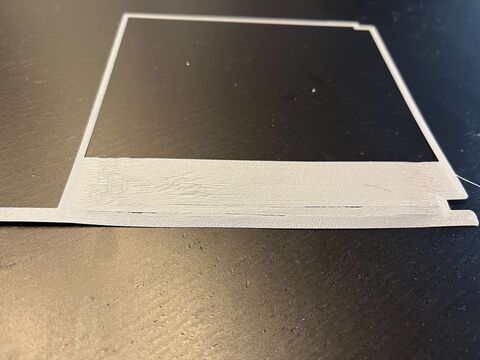
[ Szerkesztve ]
-
#34743
szabieable
aktív tag
MrYoniko
#34736
szabieable
aktív tag
válasz
 MrYoniko
#34736
üzenetére
MrYoniko
#34736
üzenetére
1. nézd meg a festéken, hogy okoz e irritációt, csiszolás-alapozás után felvihető nagyjából bármilyen kapható festék ( a sisak belsejét amúgy nem érdemes festeni és onnantól kezdve csak a filament anyagával érintkezik a bőr )
2. tükrös felülethez meg használj króm festéket, megfelelő (fekete)alapozással elérhető egy viszonylag tükörfelület de ez is gyártó függő, yt tele van tutorialokkal krómot illetően viszont mivel minden hibát kidob nem a kezdőknek való
[ Szerkesztve ]
-
#34999
szabieable
aktív tag
AiRLAC
#34997
szabieable
aktív tag
-
#35421
szabieable
aktív tag
JulianSinulf
#35420
szabieable
aktív tag
válasz
 JulianSinulf
#35420
üzenetére
JulianSinulf
#35420
üzenetére
Nézd meg melyik UI a szimpatikusabb és válassz
[link]config ügyben mindenképp kell valami a klipper alá különben nem fogja tudni értelmezni a parancsokat
Ha lapot cserélnél akkor megnézed a gyártó oldalán a pinoutot és aszerint módosítod a configot ( ha valaki még nem tette volna meg hozzá, nagy eséllyel találsz megfelelőt )[ Szerkesztve ]
-
#35553
szabieable
aktív tag
Joshi
#35507
szabieable
aktív tag
Alit az utóbbi időben elöntötték noname sellerek voron kitekkel, ha jót akarsz akkor formbot/ldo vonalon rendelj kitet. Utóbbi nehezen beszerezhetőbb itthon, előbbinél meg elvileg már sokmindent javítottak a kitben úgyhogy nagy lutri nem várható. Ettől függetlenül mindig rizikós batchből kitet venni, SSR + vezetékelést duplán csekkolni/cserélni ha nem akarsz meglepetést
-
#35980
szabieable
aktív tag
#19103744
#35975
-
#36023
szabieable
aktív tag
JulianSinulf
#36014
szabieable
aktív tag
válasz
JulianSinulf
#36014
üzenetére
Nem teljesen értem a összefüggést a tárgyasztal mérete a nózi átmérője között. Simán lehet 300as asztalra is nyomtatni akár 0.2es nózival vagy 200ason 0.6al
-
#36493
szabieable
aktív tag
JulianSinulf
#36492
szabieable
aktív tag
válasz
JulianSinulf
#36492
üzenetére
https://teachingtechyt.github.io/calibration.html#esteps
-
#36562
szabieable
aktív tag
JulianSinulf
#36561
szabieable
aktív tag
válasz
JulianSinulf
#36561
üzenetére
1.4 vagy E3 v2?
https://github.com/MarlinFirmware/Configurations/tree/bugfix-2.0.x/config/examples/BIQU/B1%20-%20SKR%201.4 -
#37131
szabieable
aktív tag
bbmt
#37130
szabieable
aktív tag
A búrát inkább ne, ki tudja meddig hevül a heater és olvasztja esetlegesen meg a burkolatot.
Van előre gyártott ilyesmi megoldás https://thermalvatband.com/
Vagy printables/thingin resin heater kulcsszóra építhető 12Vos levegőt melegítő thermisztoros megoldás ( nálam ez épül de még tesztelni nem volt időm ) -
#37259
szabieable
aktív tag
axlfsi
#37257
szabieable
aktív tag
válasz
 axlfsi
#37257
üzenetére
axlfsi
#37257
üzenetére
~2 honapja van egy anycubic mono x nalam. Ebbol egy honapot pihent amig megjott a heater es megepitettem mert szelloztetes hianyaban csak bukora nyitott ablaknal tudom hasznalni. Most igy 27 fokot tartva a chamberben mar nincs problemam ejszaka sem a hideggel (mert a gyanta szereti az eloirt homersekletet/25-30fok/, enelkul okozhat random anomaliakat) FDMhez kepest macera, inkabb moddolom a voront, minthogy kipakoljam gyantahoz a dolgokat. Szilikon talca, papirtorlo ipari mennyisegben, izopropil elomoso, wash and cure, szemetes es a nyomtato. A gyantara szerencsere nem vagyok erzekeny igy nem hasznalok el tul sok kesztyut de a supportok pattognak szanaszet, karbon szurovel is erezni azert a szagat. Nagyon mas vilag a resinezes fdm utan
[ Szerkesztve ]
-
#37267
szabieable
aktív tag
axlfsi
#37262
szabieable
aktív tag
válasz
axlfsi
#37262
üzenetére
Gyantája válogatja, hogy milyen hőfokot szeret ezt a gyártó meg szokta adni, 20 fok ideális lehet, max egy kicsit lassabban kell nyomtatni és több expo kellhet neki.
A fűtés csak a chamberen belül van, a biqu/bigtreetech pont nemrég jött ki olyan nyomtatóval amiben már van beépített fűtési lehetőség.
Ha tényleg csak alkalmanként kell akkor olcsóbban kijössz ha 3d csoportban megkérsz egy resines kollégát aki közel lakik hozzád minthogy beruházz komplett gépre. Plusz a gyanta le is tud járni ( 1-1.5 év ) szóval az alkalmi nyomtatáshoz nem ajánlott.
Jó móka, szép meg érdekes de a post processing büdös, veszélyes és időigényes. Nekem eddig 3 fep fóliába fájt(~10-12k) a tanulási fázisom, most a negyediknél már a második liter gyanta ment át hibamentesen -
#37286
szabieable
aktív tag
azbest
#37271
szabieable
aktív tag
válasz
 azbest
#37271
üzenetére
azbest
#37271
üzenetére
Igen tudom, ne úgy értsd, hogy kézzel tapicskolok benne, figyelek rá, hogy ne fogdossak közvetlenül gyantát de pl a buildplate csavar kitekeréséhez már nem húzok kesztyűt, állandosítottam néhány csipeszt azzal tök jól megoldom a mosóba helyezést meg kivételt. Ablak nyitva van nyomtatás közben, a chamberben egy dual ventis karbonszűrő, maszkot már nem fogok felvenni egy utántöltéshez vagy buildplate leszedéshez






 milliószor átfutottam már a hestore kínálatát de sosem jött még szembe
milliószor átfutottam már a hestore kínálatát de sosem jött még szembe

























 a boltban tenyleg sokszor nem szeretnek szamolgatni darabra csavarokat
a boltban tenyleg sokszor nem szeretnek szamolgatni darabra csavarokat



Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja

Állásajánlatok

Cég: Alpha Laptopszerviz Kft.
Város: Pécs

Cég: Ozeki Kft.
Város: Debrecen