-

IT café



Új hozzászólás Aktív témák
-
#45773
 szabieable
aktív tag
r4zer0919
#45772
szabieable
aktív tag
r4zer0919
#45772
szabieable
aktív tag
válasz
 r4zer0919
#45772
üzenetére
r4zer0919
#45772
üzenetére
Nem is csak az de ha valaki látott már ténylegesen 20k accellel megindulni egy toolheadet az tudja, hogy mire képes, ők out of the box 40kval hirdetik ami egyrészről marketing bullshit, másrészről meg elnézve a vázat és a toolheadet semmire nem mész a 40kval, szokásos szirszar hotend ami jó esetben tud 15 köbmilit és a slicer szépen limitál majd 150mm/s környékére. Pillekönnyű profilok, sehol semmi rigidity, de ugyanezt tudja a K1 széria is, nem is tudom melyik youtuber videóban volt mutatva input shaper grafikon. Hát az ideális 1 nagy peak helyett inkább hasonlított a magyar közutak kátyús állapotára.
De most sláger lett a klipper és az összes szirszar gyártó azt hiszi, hogy tud corexy gépet építeni stock konfiggal -
#45986
szabieable
aktív tag
poli27
#45984
szabieable
aktív tag
válasz
 poli27
#45984
üzenetére
poli27
#45984
üzenetére
Szerintem nem és már most T0 pillanatban azt várod, hogy lesz-e hozzá upgrade amivel javítható a gyerekbaja. Panelekkel együtt becsúszik a 700-750$ ársávba ahonnan már kis lépéssel akár voron kitet lehet venni. Nem fog limitálni a custom aluframe ahova csak tapolva lehet majd mountolni új dolgokat, kismillió toolhead közül válogathatsz és saját igényeid szerint tudod customizálni majd a printert attól függően, hogy miből nyomtatsz többet. Tipikusan az az eset amikor az alapgép olcsó aztán ha rászámolod a kis fejlesztéseket akkor kijön, hogy igazából egy nem wishes voron is kijött volna belőle amihez jóval nagyobb community támogatás érhető el
-
#45990
szabieable
aktív tag
MrAlex
#45985
szabieable
aktív tag
válasz
 MrAlex
#45985
üzenetére
MrAlex
#45985
üzenetére
Megnéztem most a termék adatlapját újra és hirtelen az alábbi kontra dolgok ugrottak be hirtelen:
- ha ABSt szeretnél nyomtatni akkor kell az enclosure és mellé nem ártana egy carbon filter, de a bed teljesen ültetve van így az alá nem lehet beépíteni, mindenhol máshol pedig a gantry lesz útban
- ha lezárod a nyomtatóteret és felfűtöd akkor foglalkozni kell a thermal drift fogalmával, backert nem tudsz az Y framere szerelni csak ha megfúrod, ugyanez a helyzet a frame thermistorral, hogy a klipper tudja kezelni coeff értékből
- hangzatos a 40k/700mm/s de 6mm belttel 350 méretben 2 motoros corexy rendszerrel ez erősen irreális, 9mm gt2 beltekkel és awd setuppal, megerősített frammel hozhatóak ezek a számok
- az integrált toolhead aranyos, de egy idő után bottleneck lesz a volumetric flow és nem tudod kihasználni az állítólagos hatalmas speedeket
- mivel flying gantry nem tudsz külön sheet coolingot alkalmazni, limitálni fog a kis kerregő partcooling amivel a toolhead jön
- a marketing featurök nagyrésze klipper funkció amit minden más nyomtató is tud aki klippert használ ( IS, PA, offset compensation, adaptive mesh )kitúrtam githubról a gyári configot, az a 35 MZV elég harmatos, de legalább a motorok 24Voltot kapnak és nem spóroltok a 1.5A run_currenttel
[printer]kinematics: corexymax_velocity: 700max_accel: 40000max_accel_to_decel: 10000max_z_velocity: 20max_z_accel: 500square_corner_velocity: 5.0[input_shaper]damping_ratio_x: 0.001damping_ratio_y: 0.001shaper_type_x = mzvshaper_freq_x = 35shaper_type_y = mzvshaper_freq_y = 35 -
#45991
szabieable
aktív tag
poli27
#45987
-
#45993
szabieable
aktív tag
Mr.Csizmás
#45988
szabieable
aktív tag
válasz
 Mr.Csizmás
#45988
üzenetére
Mr.Csizmás
#45988
üzenetére
Nem flamet szándékoztam indítani
 csupán hozni egy ellenpéldát, mert elég jól ismerem az eredeti terméket amiről készült az SV08.
csupán hozni egy ellenpéldát, mert elég jól ismerem az eredeti terméket amiről készült az SV08.
A Voron egy DIY gamer pc kategória ahova be lehet szállni pici pénzből is megfelelő kitartással. Ami a hatalmas előnye az az időállósága és modolhatósága amivel a saját igényeidre tudod szabni aszerint, hogy miket nyomtatsz leginkább. Amikor az első gépet csináltam a Stealthburner még nem volt elérhető, nemhogy a TAP vagy canbus. Most már ezek teljesen alap dolgok egy friss gép esetén.
Senki sem kötelez modolásra mert az alap gép is tök jól használható, de ha kinövöd van lehetőséged fejleszteni a teljes gép cseréje nélkül és ez a nagy varázslat benne. Elég kevés két egyfoma voron létezik és nem azért mert szabadon választod meg, hogy milyen színű legyen a printer
Tavaly átalakítottam a nem kitből épített 300as Tridentem a gyári 250zről 350Zre, pár új frame elem, új plexik, integrált orsós Z motorok, majd kijött a Monolith gantry és átálltam AWD xy rendszerre. A kiherélt partokat átvette egy voronos kolléga amiből majd egy új printer készül de lényegében kisebb összeg befektetésével született egy teljesen új gép ami ki tudja szolgálni az igényeimetAzt azért tudni kell rólam, hogy az early buyer kategóriát képviselem és elég hamar beszerzem az új dolgokat tesztelésre mindenféle támogatás nélkül, ebből kifolyólag nagyon sokat szerelem a gépet
[ Szerkesztve ]
-
#45997
szabieable
aktív tag
MrAlex
#45995
szabieable
aktív tag
válasz
MrAlex
#45995
üzenetére
De ne a fapados gepet hasonlitsd mar az alapbol extrakkal megpakolt arhoz. 750$ a paneles kijelzos valtozat, 900 voronnal + 20-25k huf kornyeken megcsinaljak itthon a printed partokat
A thermal driftet nem fogja megoldani neked egy z kapcsolo, az nem tud bimetallic kompenzalast https://mods.vorondesign.com/details/ewDI1Cntz7urtuq3Cm9wGQ[ Szerkesztve ]
-
#45999
szabieable
aktív tag
MrAlex
#45998
szabieable
aktív tag
válasz
MrAlex
#45998
üzenetére
Nem vagyok hive a closed opensource dolgoknak(sajat hotend pl)
Nagyon sokat koltottem mar bizonytalan dolgokra es ismerem annyira az eredeti opensource projektet, hogy olcso aron nem eri meg szamomra semmikepp az opensource butitott opensource valtozata. Lusta voltam megnezni fusionben, hogy mennyire jol zar a szerkezet panelekkel, bar ha az agyonhypolt K1 ki mert jonni centis hezagokkal ABS printerrel akkor nagy baj itt sem lehet. Ettol fuggetlenul teljesen mas elmeny egy 40 es egy 60 fokos kamraban abst nyomtatni. Az idealis 70-80 kozott lenne de az mar tul sok erofeszitest igenyel
Gyors PLA nyomtasasra nemtom mennyire lesz eleg az a dupla 4010(?) blower amivel jon a toolhead azzal a bambu klon hotenddel -
#46001
szabieable
aktív tag
r4zer0919
#46000
szabieable
aktív tag
válasz
r4zer0919
#46000
üzenetére
Nincs meg a tesztelokon kivul tenyleges tapasztalat.
En voltam egyedul aki beleallt a wishes voron opensource projektbe mert kibaszas a userekkel, hogy minden vendor arul mondjuk 400as mgn12 railt (plusz ali storeok) de Sovol megoldotta, hogy 396mm kelljen, szoval vagy megveszed toluk ha lesz majd csere alkatresz vagy kenytelen leszel flexelni. Pont az ilyen apro kenyelmetlensegek miatt nem latom ertelmet egy opensource clone dolognak ennyire custom alkatreszekkel -
#46004
szabieable
aktív tag
szabieable
aktív tag
Mondjuk ha valaki a sokadik nyomtatojat adja ki azert egy ilyen baki eleg ciki fuggetlenul attol, hogy ki a gyarto. Tul sok QCt nemigen lathatott a dolog. Es ez sajnos rohadtul igaz a tobbire is, egy hatalmas publikus betanak nezik a usereket
-
#46030
szabieable
aktív tag
kzkz
#46029
szabieable
aktív tag
Nem mondom, hogy teljesen értem az eltérő vastagságú szíj problémádat.
A GT2 standard, van még a high tempes edpm ami vastagabb de már high temp belt viszont stock voronhoz semmi értelme
Ezzel a plusz pulleyval leginkább csak a belt pathod növeled és közben rontod az XY rögzíthetőségét. Az a 0.1mm játék amit az m5 csavar okozhatna nem okoz semmi problémát mert a szíjad feszítve lesz -
#46035
szabieable
aktív tag
kzkz
#46034
szabieable
aktív tag
de a beltek fixalva vannak, kozte a parhuzamossag kulon mozog a linearis sinen, ha megnezed a stock voron cadet ott sem parhuzamos a front idlertol jovo belt, van benne 0.0001 fok elteres, ami annyit jelent, hogy hosszabb a belt path mint a teljes parhuzamossaggal elerheto minimalis belt path semmi mast. ez a hobbi diy toleranciaja. senki nem fog gyartonkent eltero partokat tervezni mivel a piac eleg erosen gates gt2re van kiepulve, az, hogy van nehany mas gyarto mas fog osztassal(powge) meg vastagsaggal az custom kategoria, tekintve, hogy a belt egy viszonylag filleres tetel egyszerubb az eleted ha megveszed az adott bomban javasolt ( valoszinuleg gates ) beltet az ajanlott gyartotol ( meg veszel tartalekot is ha biztosra akarsz menni )
a 4.8 vs 5mm nem okoz problemat mert a szij feszites miatt nem tud lotyogni, maga az idler nem mozog a helyen minden iranyba csupan mas lesz a belt hosszod.
Voron nem veletlenul hasznalja stock a csavart, mert nagyon keves elerheto G90 pin van a piacon konstans minoseggel ami beszerezheto, az meg hulyen nezne ki a manualban, hogy fogj egy esztergat es mard fel szepen micrometerrel mert adott idler/csapagy szelessegre -
#46041
szabieable
aktív tag
haxiboy
#46039
szabieable
aktív tag
válasz
 haxiboy
#46039
üzenetére
haxiboy
#46039
üzenetére
Ismerem a magnetoX koncepciojat de ez nagyon friss fecske es tekintve, hogy komoly r&d kell hozza nem hinnem, hogy tulsagosan elterjedt lesz. Semmi baj nincsen a belttel, olcso filleres alkatresz, van ami kibirja a meleg chambert. Ugyanez nem mondhato el a magnesrol. Ettol fuggetlenul drukkolok a peopolynak mert mindig jo a prototype de lenyegeben egy faek egyszeru problemara behoz egy olyan hw es sw fuggo megoldast ami nehezen fogja kivaltani a belt driven systemet.
-
#46182
szabieable
aktív tag
kzkz
#46176
szabieable
aktív tag
A 2504ek speedy power motorok amik kimondottan HV üzemelnek jól, tehát tmc2209 kiesik. Az összes speedyre igaz, hogy alacsony speeden rengeteg VFA-t tud produkálni, olyan gépekbe pakolják ahol 300mm/s felett mennek az external perimek. A tesója a 2804 ami megelégszik 24V driverrel cserébe szintén VFA-ra hajlamos. Mindkettőhöz javasolt az 5160tmc, hogy kijöjjön az igazi előnye ( 2A körül hajtva )
2004et árul a stepperonline is, szintén jó minőségben. Ahol fontos a valós datasheet és a HT coil ott stepperonline/LDO ami szóba jön hobbiszinten
Nálam ha jól emlékszem pont ezek a 2504ek szaladgálnak most 2240tmcvel 36Vról meghajtva és az ideális 1.6A-t nem tudom tartani mert túlmelegszik a driverem és még nem volt lelki erőm normális hűtést tervezni hozzá úgyhogy csak 1.2 amper körül szaladgál ezzel így 100 fok alatt tudom tartani a drivert és nem öli le a klippert
2WD esetén 5015 blowerrel hűtve 1.6Amperen, 4WDben már kevés volt
[ Szerkesztve ]
-
#46183
szabieable
aktív tag
szabieable
#46182
szabieable
aktív tag
válasz
 szabieable
#46182
üzenetére
szabieable
#46182
üzenetére
VZnek van egy egész jó videója róluk https://www.youtube.com/watch?v=szJ_krWbRaQ
[ Szerkesztve ]
-
#46185
szabieable
aktív tag
kzkz
#46184
szabieable
aktív tag
Igen high voltage, a 2209 csak 24Voltot eszik max.
megprobalhatod meghajtani de valoszinuleg szenvedni fog a motor es befolyasolja a print minoseget.
Ahhoz, hogy ezek a speedy powerek ugy muzsikaljanak ahogy terveztek oket tenyleg ki kell taposni a beluket, ahhoz meg kell egy massziv gep kore -
#46210
szabieable
aktív tag
poli27
#46206
szabieable
aktív tag
válasz
poli27
#46206
üzenetére
Kivancsi vagyok ez is opensource marad-e es ha igen az mmu rendszeruk is. Iden lesz meg vagy 3-4 gyartotol mmu, nagy kerdes, hogy ki hogyan fogja megoldani klipperrel a kommunikaciot. Aki eloszor lep piacra egy olyan cuccal ami mas gepekkel is mukodni tud az eleg nagy darabot tud a piacbol hasitani. Johetnek a filament cutter toolheadek
-
#46343
szabieable
aktív tag
laskr99
#46336
szabieable
aktív tag
válasz
 laskr99
#46336
üzenetére
laskr99
#46336
üzenetére
és kézzel extrudálsz? ne fogdosd
[link]**Very important note!!! Please make sure the sense resistor is set according to what you have on board. TMC2130, TMC2208 and TMS2209 usually have 0.11Ω, TMC2660 have 0.051Ω and TMC5160 have usually 0.075Ω.
As an example, if you set by mistake the sense resistor to 0.11Ω instead of 0.051Ω the real current of the motor will be more than double, and the power injected in the motor more than four time higher, yes you read it correctly FOUR - AKA 4 times higher. 0.85A shall give a power loss of about 3.5W doubling the current will lead to >14W - this will melt all the plastic gearset before you even notice something is wrong!
How you can identify the sense resistor? It’s pretty easy, look for two identical resistors which are bigger than all the others onboard or around the stepper driver. See the examples in the next pictures.
Resistor marking examples: R110 means 0.11, R075 means 0.075Ω, R051 means 0.051Ω
Sometimes I also doubt myself if the setting I'm playing with really sets the current and not something else does. Here is what I do to make sure I’m doing it right:
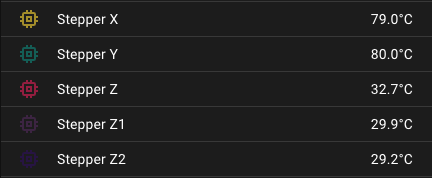
Set the current to a very low level 0.1-0.2A. Command extrusion, you should see the extruder turns but it skips steps very easy. This means you are tingling the right configuration, then set it to what it should be and check motor temperature, should not exceed 75°C at room temperature. If yes you might have misconfigured something (shunt / sense resistor) causing higher motor current than you think you’ve set.
First let me repeat that stepper motors are running hot by design. Is not uncommon to run stepper motors at temperatures over 100°C. Actually, designs in which the stepper motor does not run hot are the bad designs / heavily overengineered. And do not worry, nothing will happen to your stepper running it hot. You will not extend its lifetime by running it at lower current and cooler.
[ Szerkesztve ]
-
#46345
szabieable
aktív tag
laskr99
#46344
szabieable
aktív tag
válasz
laskr99
#46344
üzenetére
az, hogy egy másik fw-ben mi volt nem hasonlítható, most az van amit te állítottál be a klipper alatt. Ott a hint a fenti oldalon, általános leírás, innentől ez saját kutatómunka kinyomozni, hogy milyen sense resistorod van és milyen RMSt bír a motor majd aszerint állítani.
A dragonok hajlamosak heatcreepelni, leginkább a gyenge venti vs szarul designolt hűtés miatt, a ha van tacho jeled akkor meg tudod nézni mennyin pörög a venti és nem hátrány ha a meleg távozni is tud valamerre és nem szorul be a hotend köré. Csak egy példaként az archetype toolhead rendszerben gond nélkül hűtik a dragon uhf/goliath/rapidokat egy 2510 delta fannal -
#46348
szabieable
aktív tag
laskr99
#46347
szabieable
aktív tag
válasz
laskr99
#46347
üzenetére
Akkor a kettes ajtó, stepper motors run hot. Fogadd el, ha zavar és valami furcsa perverziód, hogy nyomtatás közben fogdosni szeretnéd akkor csökkentsd a currentet
A ventire pedig, hiába dobálod a tech adatokat ha heatcreepelsz, valami szar. Lehet a max power van limitálva klipperben és baromira nem megy 7k rpmen, erre mondtam a tacho jelet. Vagy szimplán szar a design, nem tud távozni a meleg levegő és szépen ottragad a heatsink körül, vagy csak simán nem jó helyen hűt
-
#46349
szabieable
aktív tag
laskr99
#46347
szabieable
aktív tag
válasz
laskr99
#46347
üzenetére
Azt csak most látom, hogy megy a varázslás rendesen. prusa-xye nincsen definiálva az autotuneban csak ldo-42sth40-1004a így már ott lehet eltérő adat.
A következő lehetséges hiba, hogy nem matchel a motor definition a leírttal. Van kézzel definiált driver registered és ráengeded az autotunet pluszban ami felülírja a gyári configot. Ebben az esetben kb csak a fejlesztője tudná megmondani, hogy melyik config lesz erősebb az autotune vs klipper extruder.
Végül de nem utoló sorban, az autotune nem tökéletes és elég sok bugtól vérzik, simán lehet, hogy teljesen fals registereket használ 2130 tmcvel, bár ezt ideális esetben látni kellene klipper konzolon isHa mindenképp ragaszkodsz laikusként a chopper tuninghoz a driver esetén akkor ne más configját másold, a trinamic oldalán vannak hivatalos calculator excelek, ott be tudod állítani a különböző értékeket majd egy optimális görbe után a megfelelő driver registert átvinni a klipper configba.
Belenyúltál egy olyan mély részébe a nyomtatásnak ahol már érteni kell az összefüggéseket a driver-motor-klipper között
-
#46470
szabieable
aktív tag
szabieable
aktív tag
Logoutra lusta vagyok komolyabb cikket összeszedni (főleg még ennyire építési fázisban) de ha valakit esetleg érdekel egy Gucci Voron 2.4 350 build blogja akkor itt nyomon tudja követni, hogyan halad a dolog [link]
Múlthéten pedig megjelent az ingyenes szoftveres frissítés a piacon jelenleg legjobb probe megoldáshoz [link]
Bemutató videó [link]
-
#46500
szabieable
aktív tag
axlfsi
#46499
szabieable
aktív tag
válasz
 axlfsi
#46499
üzenetére
axlfsi
#46499
üzenetére
az, hogy mesht csinálsz vagy mesht töltesz be nem ugyanaz, ezt ugye klipperen belül definiálod a print_end, print_start macrokban, alapból nem tölti be újra a default mesht
plusz ha különböző anyagokkal nyomtatsz akkor teljesen más a thermal drifted és változik a meshed is -
#46506
szabieable
aktív tag
Emunem
#46502
szabieable
aktív tag
válasz
 Emunem
#46502
üzenetére
Emunem
#46502
üzenetére
Az egy dolog hogy van CE meg 70 fokot fuj ki de milyen kornyezeti homersekletet visel el? Az aktiv heater beepites kb az utolso upgrade pont ha melegebb chambert szeretnel.
legresek lezarasa, szigeteles es utana jon az aktiv futes
csak a bedet hasznalva egy 300x300x350es trident dobozat en 58-60 fokra tudom felfuteni, bedfanokkal.
ezeket a heatereket nem kimondottan ilyen uzemi homerseklere tervezik, nem artana melle egy SSR es egy kulon chamber thermistor, hogy legyen ami vezerelni tudja. Az aktiv futes mindig rizikos tobb szempontbol is, leginkabb azert mert rengeteg gyarto hazudik a tesztekben es nem tudja a tenyleges hoallosagot az anyaguk -
#46510
szabieable
aktív tag
kzkz
#46508
-
#46583
szabieable
aktív tag
kzkz
#46577
szabieable
aktív tag
pedig pont az ABS nyomtatható gyorsan mert jobb a flowja, PLA ugyebár a sebesség növelésével arányosan több hűtést igényel amit nehezebben lehet tartani megfelelő part cooling hiányában, ABS amúgyis háklis a dinamikus hűtésre ott a layer time állításával inkább a sebességet veszik vissza de lehet én nyomtatok rosszul 300mm/sen ABSt

#46577: Reggie0 már írta, mindaddig amíg ABSt fillérekért lehet beszerezni az ASA pedig 2-3x áron megy bőven megfelel az ABS mindenre ami nem kimondottan kültéri és direkt UV resistance szükséges
[ Szerkesztve ]
-
#46585
szabieable
aktív tag
kzkz
#46584
szabieable
aktív tag
Ajánlások
 az all3dp a consumer reklámblog, éppen az a menő aki aktuális havi költségeket fizeti. wevolver meg, persze nyitott gépekre igaz lehetett, nálam jelenleg 60mm/s a first layer perimeter és 100mm/s az infill, de ezek szerintem a default abs profilból jönnek orcaban
az all3dp a consumer reklámblog, éppen az a menő aki aktuális havi költségeket fizeti. wevolver meg, persze nyitott gépekre igaz lehetett, nálam jelenleg 60mm/s a first layer perimeter és 100mm/s az infill, de ezek szerintem a default abs profilból jönnek orcaban
Már az első voron stock setuppal is simán ment a 300as infill 20mm3/s flowval HF hotendekkel.
Az abs szereti a meleget, ez az egy nagy varázslás. Adott az anyag 80fok körüli Tg hőmérséklete, minél közelebb vagy hozzá annál kevésbé fogsz proneolni/warpolni. Ezt viszonylag nehéz kivitelezni egyéb okok miatt ( itt már számít, hogy milyen kenést használsz a kocsikon/csapágyokon )
60 fokos kamrában bármiféle tapadássegítő használata nélkül PEIre nyomtatok ABSt minimális partcoolingot használva. A partcooling nálam konstans sebességű, nem játszok dinamikus fan speedel overhangeken pont a layer adhension miatt ( alacsony layer timenál tök jól látszik, hogy ott melegebb az anyag és másabb a színe, ezt még lusta voltam finomhangolni )
Ender3 PLAról váltottam kamrás ABSre és nem éreztem semmiféle bonyolultabb komplexitást a heatsoakon kívül. Tény nem egy ipari gyártósor vagyok, az elmúlt egy évben ~40-50kg abs ment át a gépen, ha felrakok egy 0.6os nozzlet és megfelelően nagy partot nyomtatok akkor kényelmesen megeszik a gép egy kilós gurigát egy nap.
A gép ami most épül és már linkeltem korábban ott egy goliath lesz a hotend, a cél az 50mm3/s flow általános használatban[ Szerkesztve ]
-
#46594
szabieable
aktív tag
poli27
#46593
szabieable
aktív tag
válasz
poli27
#46593
üzenetére
az meg buy 2 get 3 akcioval is 9k korul jon ki tekercsenkent, nemtom milyen akcioval sikerult 5500ert behuznod, plusz az eryone allitasom itt is igaz. az a gyarto amelyik nem meri kirakni meg a kamu adatokkal osszerakott tech datasheetet sem a sajat anyagarol azt inkabb elkerulom. Meg a nagyon dicsoitett polymaker sem tudja azt a HDT-t mint amivel reklamozzak magukat peldaul
-
#46598
szabieable
aktív tag
Emunem
#46596
szabieable
aktív tag
válasz
Emunem
#46596
üzenetére
Persze, densityt, tensile strengthet meg a tobbi adatot meg talalja ki a felhasznalo maganak nem? Ez olyan mintha vennel egy kocsit es majd vasarlas utan megnezheted mi van a motorterben. Tudom, hogy sosem fogjak ezt szabalyozni de szamomra komolytalan az ilyen gyarto aki nem csinalt vagy nem meri megosztani az anyagarol az alapveto teszteket amiket elvileg meg kellene csinalniuk a gyartas soran hiszen ezzel tudjak validalni a gumibogyoszorp koncentratumot







 csupán hozni egy ellenpéldát, mert elég jól ismerem az eredeti terméket amiről készült az SV08.
csupán hozni egy ellenpéldát, mert elég jól ismerem az eredeti terméket amiről készült az SV08.










Új hozzászólás Aktív témák
● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja

Állásajánlatok

Cég: Ozeki Kft.
Város: Debrecen