-

IT café



Új hozzászólás Aktív témák
-

Janos250
őstag
Szevasztok!
3D nyomtatásban abszolút kezdőként kérek segítséget:A történet:
Régen megvásárolt Anet A8 most lett összerakva. Első bekapcsolásnál felfűtés PLA-ra. Felment, tartotta egy darabig, majd elkezdett hűlni, és teljesen lehűlt. Mérés: kiégett a fűtő betét, végtelen ellenállás. Új komplett fúvóka fűtőbetéttel, hőmérséklet érzékelővel (ezt nevezik hotendnek?) vásárlás, majd próba.A felfűtésnél a hőmérséklet felmegy 100 fok környékére, majd 10-20 fokos tartományban le/föl mászkál, függetlenül attól, milyen hőfokot állítok be.
Mi lehet a rossz? Fűtőbetét teljesítménye kicsi? Táp kicsi? A vezérlő panel hibás? Vagy más?Az amerikaiak $ milliókért fejlesztettek golyóstollat űrbéli használatra. Az oroszok ceruzát használnak. Én meg arduinot.
-
#17758
 Mr.Csizmás
félisten
Janos250
#17757
Mr.Csizmás
félisten
Janos250
#17757
Mr.Csizmás
félisten
válasz
 Janos250
#17757
üzenetére
Janos250
#17757
üzenetére
pid tuning-ot próbáltad már?
"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-
#17759
Janos250
őstag
Mr.Csizmás
#17758
Janos250
őstag
válasz
 Mr.Csizmás
#17758
üzenetére
Mr.Csizmás
#17758
üzenetére
Nem, de mivel még abszolút nem értek hozzá, egyelőre nem babrálnám a firmware-t, mert egyszerre túl sok paraméterben lesz bizonytalanság. Elvileg az eredetivel is kéne menni, hiszen régebben nagyon sokan használták így.
Valami a fűtéssel van, mert tökmindegy neki, hogy 120, vagy 200 fokra állítom, 100 körül mindenképpen megáll.[ Szerkesztve ]
Az amerikaiak $ milliókért fejlesztettek golyóstollat űrbéli használatra. Az oroszok ceruzát használnak. Én meg arduinot.
-
#17760
Mr.Csizmás
félisten
Janos250
#17759
-
#17761
Janos250
őstag
Mr.Csizmás
#17760
Janos250
őstag
válasz
Mr.Csizmás
#17760
üzenetére
Na, akkor kipróbálom. Az A8-on eredetileg Merlin van? Nem külön kell rá felvinni?
Viszont ha ki/bekapcs módon nem tud 100 fok fölé fűteni, akkor a PID szabályozással hogyan fog tudni? Az nem csak a belengést, miegymást minimálja?[ Szerkesztve ]
Az amerikaiak $ milliókért fejlesztettek golyóstollat űrbéli használatra. Az oroszok ceruzát használnak. Én meg arduinot.
-
#17762
Mr.Csizmás
félisten
Janos250
#17761
Mr.Csizmás
félisten
-
#17763
Janos250
őstag
Mr.Csizmás
#17762
Janos250
őstag
válasz
Mr.Csizmás
#17762
üzenetére
Köszi, igazad van, a csatlakozásokat kell megnéznem. Most itthon vagyok, de majd ha ott leszek, ellenőrizgetek, és méricskélek. Eleve furcsa nekem, hogy a fűtőbetét kábele olyan vékony, nekem a 3A-hez vastagabb volna logikus.
Közben olvasgatok a neten
[ Szerkesztve ]
Az amerikaiak $ milliókért fejlesztettek golyóstollat űrbéli használatra. Az oroszok ceruzát használnak. Én meg arduinot.
-

Reggie0
félisten
Hoszigetelo szerkezet nyomtatasaval van valakinek tapasztalata? Az erdekelne, hogy milyen strukturat celszeru hasznalni a minel nagyobb hoszigeteles eleresehez, ami persze meg kis hibaval nyomtathato is es jo lesz az elert eredmeny.
Ilyemire gondolok: [link]

[ Szerkesztve ]
-

trialkornel
tag
válasz
Janos250
#17763
üzenetére
Véletlenül nem 24 v-os fűtőpatront vettél 12 v-os helyett? Akkor van ilyen jelenség hogy baromi lassan fűt fel és nem is éri el a 200 körüli hőt sem.
Sőt, A8-nál még nincs thermal runaway protection szóval el sem száll hibával a firmware az ingázás miatt. Én azt mondom az 24 v-os patron lesz.
[ Szerkesztve ]
-

Gabesz87
addikt
Tegnap este sikerült végre a BMG-t a beüzemelni a bugfix-Marlin 1.1.X-el egyetemben. Hosszas kalibárálás után sikerült beállítanom, hogy épp a megfelelő mennyiséget nyomja. Viszont egy 25mm-es tesztkockát kinyomtatva (1 fal, 0% infill, 0,15mm layer height, top-bottom layer 0, layer width ha jól emlékszem 0,44 volt), és tolómérővel méregetve elég változatos eredményeket kaptam. Külső méreteket illetően is, és falvastagság terén is. Valamelyik oldalán (z-irányban; valószínű a teteje felé) jóval nagyobb eltérések voltak 25-höz képest (+ irányba), illetve a falvastagság is szór rendesen.
Egy fontos lépést mondjuk kihagytam, nem szinteztem be az asztalt....Mondjuk múlt héten kinyomtattam a BMG-hez a konzolt, akkor sem szinteztem, és sikerült egész jól a nyomtatás.
Keresgélve a méreteltérés okait, ERRE a megoldásra bukkantam. Meglátom a szintezés milyen eredményre vezet, de lehet, hogy akkor az itt leírtakat megcsinálom majd. -

dugesz77
őstag
Mit kavarhattam el a Simplify3D beállításai között ha ilyen az eredmény:

Lyukasak a falak illetve nincsen összedolgozva a belső résszel. Ha már rossz lett megnéztem milyen erős és teljesen szétválnak egymástól a rétegek a ellenben cura szépen megcsinálta.
Hőmérsékletek + az anyag ugyan az Devil Design ASA 240/110 en. -
Gabesz87
addikt
válasz
 dugesz77
#17767
üzenetére
dugesz77
#17767
üzenetére
Na nekem pontosan ez volt a tapasztalatom, amikor kíváncsiságból kipróbáltam a S3D-t a Cura után! Ugyanezt csinálta. Az első layer nagyon gáz volt, akkor rések voltak a vonalak közt, hogy csak pislogtam. A Cura nem csinál ilyet. Ellenben úgy vettem észre, hogy S3D-vel talán összességében kicsit szebb a nyomtatás minősége (a felület). De én inkább maradok a Cura-nál.
-
dugesz77
őstag
válasz
 Reggie0
#17770
üzenetére
Reggie0
#17770
üzenetére
Lemértem és érdekes a Cura-ban kevesebb az anyag. 80 % infill-el készült mind a kettő bár a S3D ben a Fast Honeycomb a Cura-ban meg a Gyroid kiköltés használtam ott is lehet eltérés.
A nagy darab amúgy 12,4 g S3D-ben 11,8 g Cura-val.
Megpróbálom újrarakni az S3D-t , mert tetszett a gyorsasága és eddig ilyen ordas nagy hibákat nem csinált.[ Szerkesztve ]
-
#17774
 flyaholic
csendes tag
trialkornel
#17745
flyaholic
csendes tag
trialkornel
#17745
flyaholic
csendes tag
válasz
 trialkornel
#17745
üzenetére
trialkornel
#17745
üzenetére
Engem legfőképp az érdekelne, hogy-hogy fogattad fel az mgn12-es "kocsijára" az x-tengelyt (vagyis aluprofilt). Ha tudsz küldeni stl -t azt elfogadnám

-

izisz
senior tag
válasz
dugesz77
#17767
üzenetére
 - szerintem ezzekkel próbálj meg játszani, mikor jó, azt látni fogod a gcode előnézetben is
- szerintem ezzekkel próbálj meg játszani, mikor jó, azt látni fogod a gcode előnézetben is
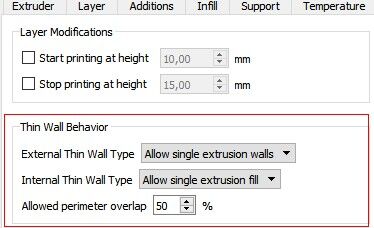
A Cura->S3D ugrásról: cura alapból tudtommal 0.4 layer width-t használ, míg S3D defaultban 0.48 az auto értéke (0.4 nozzle esetén). Így nincs értelme összehasonlítani 2 kinyomtatott tárgyat, ha esetleg más szükséges beállítás hiányzik (ezért tippelek nálad a thin wall hiányára, bár ezt látnod kellene már a gcode előnézetben, már ott is hiányosak a hurkák, "nagy a térköz" elvileg, nem csak a kész modellen)[ Szerkesztve ]
-
#17778
Mr.Csizmás
félisten
Mr.Csizmás
félisten
help:
a letapadós-szintezős tesztelést hogy keressem?
 anno volt egy kereszt alakú linkelve, nem találom.
anno volt egy kereszt alakú linkelve, nem találom.[ Szerkesztve ]
"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-
#17779
izisz
senior tag
Mr.Csizmás
#17778
izisz
senior tag
válasz
Mr.Csizmás
#17778
üzenetére
Ender 3 Level Test - ez esetleg?
Meg egy rakás másik - search - level test[ Szerkesztve ]
-
#17782
Reggie0
félisten
energy4ever
#17773
Reggie0
félisten
válasz
 energy4ever
#17773
üzenetére
energy4ever
#17773
üzenetére
A tervezese nem problema, openscad-ben pillanatok alatt megvan. Inkabb a lenyeg a minel nagyobb hoszigeteles, hokamrat keszitek -40...+100 fokos hotartomanyra.
-
-
Bakus
tag
Sziasztok, van nálam kölcsönbe egy Zortrax M200-as nyomtató és szeretnék vele kinyomtatni egy 165x120 mm alapterületű alkatrészt, de több próbálkozás után is felhajlik az ABS. Próbáltam 95 és 100 fokos asztalal 270 és 260 fokos extruderrel a gyári tárgy asztalon hajlakk rásegítéssel is, 40 és 50 mm/s sebességgel alacsony hűtéssel és hűtés nélkül is. Brim-et minden alkalommal használtam addig nem is volt gond de a tárgy 4-6 rétegénél neki állt felhajlani.

Mi tudtok tanácsolni mivel próbálkozzam még.[ Szerkesztve ]
"A víz örök, de a gép változik"
-
izisz
senior tag
Ha a gép oldalai nem zártak, akkor ideiglenesen zárd le kartonlapokkal vagy ami kéznél van.
Meg mehet az asztal is feljebb, 110 fok akár. Meg a tárgyhűtés szerintem felejtős.
Meg ha a fentiek nem válnak be, akkor lakk helyett feloldhatsz kis filamentet acentonban, az oldattal kend be az asztalt.[ Szerkesztve ]
-
#17788
flyaholic
csendes tag
trialkornel
#17786
flyaholic
csendes tag
válasz
trialkornel
#17786
üzenetére
Aha ... így már tisztább a kép
Köszönöm szépen! -
#17791
 Paserák Gőcs
csendes tag
Paserák Gőcs
csendes tag
Paserák Gőcs
csendes tag
Az este sikerült felraknom a bootloadert és frissíteni a Marlint az Ender5-re.

A Tom által mutatott USBTinyISP-vel dolgoztam.
Az első akadály az volt, hogy a kínaiak kispórolták a helyet az alaplapról az ISP pin-ek és az LCD foglalat között, így nem lehetett simán csatlakoztatni a programozót.
Én az LCD foglalat szélét csíptem le a cél érdekében.A második gond, hogy az általam vásárolt TinyISP valószínűleg csak 64kb-ig működik, így a visszaellenőrzés hibát dob. Végül is ennek ellenére a bootloader sikeresen felment.
Ki kellett húzni a programozót, hogy lássam az LCD-n, hogy tényleg üres a gép. (Utólag visszanézve a fórumon is írták ezt a lépést.)Az Ender kapcsolathoz az USB drivert frissíteni kellett az eszközkezelőben (win10).
Ezután USB-n keresztül a Marlin már ripsz-ropsz felment.
Annyi változást máris látok, hogy a nyomtatott darabok nem háttal állnak a Cura szeleteléshez képest, hanem szemben. A nyomtatási minőségről még nem tudok beszámolni.A legijesztőbb/mókásabb pillanat az volt, amikor a szerelés/upload kellős közepén - áram alatt levő nyomtatónál - elkezdtem erős füst+égett műanyag szagot érezni.

Hál'Istennek kiderült, hogy csak a szomszéd gyújtott be a kályhába, és ilyenkor mindig akad nála valami műanyag, amivel fűszerezheti az illatot.![;]](//cdn.rios.hu/dl/s/v1.gif)
-
#17792
Bakus
tag
gerleimarci
#17789
Bakus
tag
válasz
 gerleimarci
#17789
üzenetére
gerleimarci
#17789
üzenetére
A gyári szeletelőben az az alap.
Imy
Az asztalt max 105-re lehet felmelegíteni. A nyomtató félig burkolt és egy külön szobában van. Tárgy hűtést már kikapcsoltam.A hétvégén már nincs időm az itt leírt lehetőségeket kiprobálni, de jövő héten teszek még 1-2 próbát.
"A víz örök, de a gép változik"
-
dugesz77
őstag
Melyik anyag bírja legjobban a hajtogatást? Ilyesmi janger fogast szeretnék nyomtatni ehez kellene . Talán PETG?
-
dugesz77
őstag
Elég sokat keresgéltem nem találtam(nem jeleni azt,hogy nincs). Az eredetiből a 20 db 4,5 font. Amúgy 100% infill-el nincs 53 Forint az anyagköltsége. De inkább a tervezést tanulgatnám azért ugrok bele ilyenekbe.
[ Szerkesztve ]
-
#17798
 gerleimarci
aktív tag
energy4ever
#17797
gerleimarci
aktív tag
energy4ever
#17797
gerleimarci
aktív tag
válasz
energy4ever
#17797
üzenetére
Azért egy Nylon vagy PP sem rossz.
-
#17799
Mr.Csizmás
félisten
Mr.Csizmás
félisten
halp:
ender3 + 32bit + tmc2208
mik a kb. határok fw és slicer szinten? 120 mm/s a beállított nyomtatási sebesség, meddig érdemes reszkírozni a jerk, acc, stb. értékeket fw-ben?
"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-

DarkByte
addikt
Prusa i3 MK3S-el van olyan problémám, hogy PLA-val képtelen vagyok pár órahosszánál tovább tartóan nyomtatni. Egy idő után elkezd kattogni az extruder és nem jön többet anyag a fejből (eldugul). Ha megállítom, unload, levágom az elrágott véget, load, akkor megint megy tovább egy ideig (persze ekkor már kimaradt valamennyi és nem lesz az igazi az objektum, de mentettem már meg így tárgyat).
Főleg a sok retraction-t tartalmazó nyomatoknál van ez.Kíváncsiságból vettem PETG-t (3DJake saját márkás) és azzal kipróbáltam egy 9+ órás nyomtatást, gond nélkül végigment. Persze ilyen miniatűrhöz nem ideális mert sokat szőröz, de ahhoz képest egész jó lett, és még rendesen le se pucoltam ebben az állapotban:

Neten kétféle infót találtam:
- túlhevül a motor és bontech gear is felmelegszik ami előlágyítja a PLA-t, így egy idő után a fogaskerék megrágja és képtelen hajtani / előretolni. Erre gyanakodtam, mert nekem is enyhén el volt nyúlva az anyag unload után. Ezt viszont kizártam azzal, hogy nyomtattam egy kis ventilator tartót és egy plusz 40mm-es ventilatorral hűtöttem az extruder motort. Ugyanúgy előjött a probléma, viszont érzésre így már a motor teljesen hűvös volt. (sajna nincs lézeres hőmérőm még) Illetve PETG nyomtatás után unload-olvas se néz ki máshogy a filament vége.- a másik probléma állítólag az MK3S MMU kompatibilis heatbreak-je lehet, amiben van egy "ajak" (lip) ami azért van benne, hogy amikor filament-et vált a nyomtató, könnyedén fel tudja húzni.

Ez azonban létrehoz egy hideg-meleg tranzíciós zónát, és amikor retraction mozgás közben visszahúzza az ajakon túl, ott kitágulhat a filament, amit ezután már nem lehet visszafelé lenyomni. Ebben a videóban beszélnek erről a problémáról, kép is innen van: [NO MORE JAMS on the Prusa i3 mk3 3D Printer!]
Több megoldást is javasolnak itt:
- cseréljem ki a heatbreak-et egy olyan verzióra amiben nincs ez a lip (de akkor elvesztem a későbbi MMU kompatibilitást)
- nyomtassak PLA-t 210 helyett 240 fokon (még nem próbáltam, de 210 helyett 220 fok jelentett valamennyi javulást)
- kapcsoljam ki teljesen vagy vegyem nagyon agresszívre a retraction-t (próbáltam, tényleg javít valamennyit, de ekkor beindul a szőrőzés és akkor már nem jobb mint a PETG)Valakinek volt-e már itt ezzel a nyomtatóval itt ilyen problémája?
Egy párszor már átállítgattam az extruder-t, az idler gear-t, az extruder szorítást. Mivel ezek nem hoztak érdemi változást kizárnám hogy rosszul raktam össze, szóval két dolog maradt: tervezési hibás a nyomtató (fenti második pont), vagy a nyomtató kit-hez adott Prusa PLA túlérzékeny erre.Alapvetően el tudom használni így is a PLA-t, mert a nem túl bonyolúlt tárgyakkal nincs gond, tényleg ezek a kis miniatűrök voltak eddig egyedül a problémásak.
[ Szerkesztve ]














 csak nagy valószínűséggel marlin.
csak nagy valószínűséggel marlin.















 - szerintem ezzekkel próbálj meg játszani, mikor jó, azt látni fogod a gcode előnézetben is
- szerintem ezzekkel próbálj meg játszani, mikor jó, azt látni fogod a gcode előnézetben is
 Most már jónak tűnik előnézetben is , estére odarakok egyet letesztelni.
Most már jónak tűnik előnézetben is , estére odarakok egyet letesztelni. 







![;]](http://cdn.rios.hu/dl/s/v1.gif)








Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja

- ÚJ Dell Inspiron 7430 2-in-1 - 14" FHD+ IPS TOUCH 360 / i5-1335U / 16Gb DDR5 / 512Gb PCIe 4.0 / 3 ÉV
- Dell 5820: Intel Xeon W-2135, 64GB DDR4, 256GB NVMe SSD, Nvidia Quadro P600, USB 3.1 C/A, ÁFÁs
- Eladó alig használt benq Zowie xl 2411P kihasználatlanság miatt karcmentes, tökéletes állapotban
- Honor X6a 128GB, Kártyafüggetlen, 1 Év Garanciával
- Samsung Galaxy S23 Ultra 5G 256GB, Kártyafüggetlen, 1 Év Garanciával