- Aliexpress tapasztalatok
- Megrendszabályozza a Pornhubot az EU
- Sweet.tv - internetes TV
- Mobilinternet
- ASUS routerek
- Kaspersky Antivirus és Internet Security Fórum
- Olcsóbb lett a Tesla Full Self-Driving szoftvere
- Kínában túl sok az EV, fokozódik az árháború
- Az MSI RadiX AXE6600 tesztje – router, játékosoknak
- 3 évig még biztosan nem rendelhetünk Xiaomi EV-t
-

IT café



Új hozzászólás Aktív témák
-

azbest
félisten
válasz
 zsolti_20
#18538
üzenetére
zsolti_20
#18538
üzenetére
ha arra gondolsz, hogy az első rétegben, ami majd a külső felszíned lesz, bekerül pár látható vonal, mert a nyomtatandó területek közt utazva is kicsit folyik a nozzle, akkor ott talán ezekkel operálhatsz, cura esetén:
- alacsonyabb nozzle hőmérséklet, ahogy írtad. Bár ettől törékenyebb is lehet az eredmény.
- z-hop, hogy felemelje a fejet, ettől blobok lehetnek a folytatás helyén
- travel, avoid printed parts [link], ugyanott, a combing mode - not in skin is segíthet [link] -

izisz
senior tag
(#18530) kzkzKicsivel jobb, mint az előző, de lehet még rajta javítani. Ránézésre sok az anyag, azért olyan recés (extruder kalib + flow állítás legyen pontos)
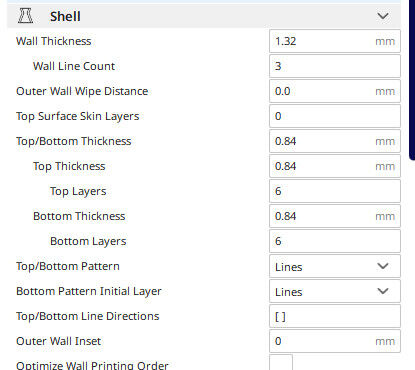
(#18536) pitepeti71 Az alap Line Width-t vegyük alapul, 0.4-es nozzle esetén. Ez Cura esetén 0.4 szokott lenni, S3D 0.48 (nyilván állítható). Nem szabály, de megszokás, hogy a nozzle átmérő * 1,2 (20%-al több). De belefér a pont 0.4 is. Nem érdemes/javasolt nagyon alá menni, fizika.Bármely húrkának a szélességét - amit a nyomtató húz - ez a mérőszám határozza meg. (kivételt képez, ha valamely típusú "falat" más flow értékkel kéred nyomtatni, pl. infill line width lehet több vagy kevesebb is, állítás kérdése)
A Wall (Perimeter) count-al határozod meg, hány teljes falat rajzoljon. A Cura alap megközelítése, hogy "Add meg az igényelt falvastagságot", majd ő ebből számol egy Count-ot. Más slicerben ez úgy néz ki, hogy "Add meg, hány falat akarsz", a Line Width függvényében lesz majd belőle egy teljes falvastagság. Ugyanaz a kotta, más elnevezések, megközelítés. (a Thin wall opcióval kiegészítve pedig teljes kitöltött falat kaphatsz akkor, ha amúgy a modell falvastagsága nem egész számú többszöröse a Line Width-nak)A Top/Bottom thickness is hasonló kotta, csak ott a kiinduló mérőszám a Layer height (legyen magyarul rétegvastagság), pl 0.1/0.15/0.2..., ennek egész számú többszöröse. Itt a Cura megint vastagság megadásra sarkall, így "elrejti" cseppet a user elől, hogy a valóságban hány réteg lesz lerakva. (biztos van, akit nem érdekel...)
(#18545) Gabesz87 Ez a Cura sajátság. Ők inkább ezt erőltetik - add meg mm-ben miből mennyit akarsz. Más szeletelő inkább a user-re hagyja, hogy darabszámot adjon. Kinek melyik tetszik jobban, mihez szokott. A végeredmény elvileg ugyanaz.
(#18551) kzkz A nozzle méret 80%-át nem tanácsos túllépni Layer Height választáskor. Plusz javasolt a Z lépésszám egész számú többszörösét választani. Pl. ha 400 step/mm a Z lépés, akkor 1 lépés 0.0025mm. Ennek lehetőleg az egész számú többszöröse legyen a Layer Height.
0.4 nozzle -> 0.32 max
0.5 nozzle -> 0.4 max
stb -

Joshi
titán
"Plusz javasolt a Z lépésszám egész számú többszörösét választani. Pl. ha 400 step/mm a Z lépés, akkor 1 lépés 0.0025mm. Ennek lehetőleg az egész számú többszöröse legyen a Layer Height."
A gyakorlatban ezt elég nehéz kivitelezni, mert ritka hogy egész számra jön ki a Z Step érték. Nekem pl 420, de lehetne akár 417 vagy bármi. Ilyenkor soha nem jön ki egész számú többszörösre. Utánaszámolva nekem soha nem volt ez alapján jó, de nem vettem észre semmi különöset. Tulajdonképpen ez miben probléma? -
#18560
 zsolti_20
senior tag
Mr.Csizmás
#18558
zsolti_20
senior tag
Mr.Csizmás
#18558
zsolti_20
senior tag
válasz
 Mr.Csizmás
#18558
üzenetére
Mr.Csizmás
#18558
üzenetére
USB-ről mert az SD kártya olvasó a nyomtatóban rossz és a nyomtatás minősége borzalmas. Szóval várok a csere alkatrészre.
Az a furcsa hogy eddig nem volt ilyen gond. -
#18563
zsolti_20
senior tag
Mr.Csizmás
#18562
zsolti_20
senior tag
válasz
Mr.Csizmás
#18562
üzenetére
igen laptopról egész pontosan. Sajnos nincs más lehetőségem.
-
izisz
senior tag
lejárt közben a szerk időm

Amúgy nem az E stepre írtam, hanem Z step-re,"Tulajdonképpen ez miben probléma?" - én is csak olvastam ezt az ajánlást pár éve. Konkrét választ nem tudok adni. De ha logikáznom kellene, akkor azt mondanám, hogy egyenetlen layerek alakulhatnak ki. Vegyük pl. a 0.32 layer height esetet. 0.32-t kellene "mozdulnia a Z motornak" minden layer váltáskor. De 420 step/mm érték mellett 0.319 vagy 0.3214 lesz az elmozdulás (ismétlem, szerintem, nem bizonyosság! és az első értékre tippelek, ha a 134,4-et kerekíti a marlin és mondjuk lefelé, marlin C source kód mester tudná megmondani). És ha ezek a hibák becsúsznak (netán összeadódnak), akkor vagy kis mértékben egyenetlenek lesznek a rétegeket vagy a Z magassága a modellnek nem fog stimmelni.
(mire ezt leírtam, már én is összezavarodtam a számokkal, nem jó ezt munka közben kitalálni )
) -

Gabesz87
addikt
Egy kérdés: amikor újra flashelem a fw-t az SKR-en (SD bedug, reset gomb benyom), a beállított értékek (pl. estep) hogy hogy megmaradnak, és nem kell újra beállítgatni? Azt hittem ilyenkor minden alaphelyzetbe áll. Kéne még kicsit foglalkoznom az advanced config lappal, mert azt még nem nagyon nézegettem. Fesz. értékek, microstep, ilyenek, bár egyelőre gőzöm sincs mit mire kéne állítani. Próbanyomtatás során picit melegnek éreztem a motorokat, bár nem tudom, mi a kritikus. Nem süt, talán még elviselhető hőmérsékletű.
-
#18569
 2thletme2day
őstag
Joshi
#18561
2thletme2day
őstag
Joshi
#18561
-
Joshi
titán
Akkor ezek szerint nekem a Z Step az 80mm. Ha elosztom az 1mm-t 80-al, akkor az 0,0125, azaz csak a 0.10 a 0.15 és 0.20-es Layer vastagság lenne jó. Ettől függetlenül nem láttam problémát 0.12 és 0.13-as értékeknél, de eleinte 0.18-al nyomtattam habár ott még nem volt jól beállítva sok minden.
-
#18571
 #48613632
törölt tag
Mr.Csizmás
#18568
#48613632
törölt tag
Mr.Csizmás
#18568
#48613632
törölt tag
válasz
Mr.Csizmás
#18568
üzenetére
Igen, de számomra nem volt világos, ebben az esetben, minden érték szuabadon módosítható, akár 0.01 értékkel is, minden irányba.
Érdekes egyébként, mert azt a fentebb linkelt mexikói koponyát picit lekicsinyítettem, aminek következményeként, a külső fal elvékonyodott. Ez valahol érthető, ha minden méret arányosan csökken, akkor a falvastagság is.
De egy ilyen minimum érték beállítása, nem pont azt a célt szolgálná, hogy ez ne történjen meg?
A 3-as wall line count szerintem elég vastag, de én nem ilyennek láttam a kész nyomtatást.
Mindegy, kicsit szét van a rendszerem a win telepítés után, de megnézem akkor majd mégegyszer.[ Szerkesztve ]
-
izisz
senior tag
Az jó, ha nem láttál
 nem is kell keresni
nem is kell keresni(#18569) Sputnyik123 A "magic number" nem egészen arra lett kitalálva. Ha esetleg még nem olvastad, ez egy érdekes fejtegetése a dolognak
-
Gabesz87
addikt
Ilyen JST-XH csatit hol lehet venni? Villanyszerelési boltban nem hiszem. Valami elektronikai boltban esetleg? A BLTouch endstop csatiba dugott fekete-fehér kábelére tennék ilyet, mert a jelenleg rajta lévő egyszerű dupont csati az elég laza, mozog, ki is csúszott már egyszer, ezért volt a bénázásom a BLTouch-al nemrég. Szóval lecserélném olyan csatlakozóra a végét, ami abba a foglalatba való. Jól sejtem, hogy ez a JST-XH kell nekem? 3PIN-es, de nyilván az egyik üresen marad.
[ Szerkesztve ]
-
-
-
#48613632
törölt tag
Na szóval, ideültem a gép elé, hogy értsem is amit mondasz. Reggel ez nem állt módomban, de most megkerestem azokat a paramétereket, amiket írsz. Köszönöm, így már értem is a mondandód.

Egy dologt nem találtam, de még majd átfutom mégegyszer. A Thin Wall opció nem volt meg Cura-ban (4.1.2) Bár végülis nem feltétlenül lesz rá szükség.
A top bottom thicknessnek még utána kell olvasnom, egyelőre nem világos, miről van szó, illetve, hogy miért kell ezt különválasztani? Én ezeket az értékeket sosem állítgattam, meg van még egy csomó egyéb beállítás, amit majd ki kell tesztelni, mert elméletben ennyi dolgot megjegyezni szinte lehetetlen. A próba persze lehetséges, de van hogy 5 óra egy minta, mire kijön, és csak akkor látom az eredményt.A legtöbb problémám egyébként abból eredt, hogy adott mintát le kellett kicsinyítenem, ami arányaiban nem több szerintem 20-25%-nál, mégis az eredetihez képest az anyag stabilitása csökkent. Főleg a legkülső éleken jött ez létre.
Akkor megpróbáltam, hogy magát a modellt csökkentem, és átrajzolom, amennyiben egyes élek értelmezhetőek az erdeti stl-en, de itt hamar a Tinkercad lehetőségeinek a végére értem, és nem is tudtam külön kezelni a legkülső éleket a modellen. -

Imy
veterán
Van aki használ iylen, vagy ehhez hasonló nema17 steppert Titan extruderhez, vagy bármi máshoz? Nem hiszem, hogy 1A-t bír (@24V), mert 0.8A-el is nagyon melegszik, 55 fokos volt kb 1 óra nyomtatás után, úgy hogy egy 60x60-as L profilon van rajta ami 50mm széles, és 5mm vastag. Most levettem az áramot 0.55A-ra, így 1 óra nyomtatás után csak 41 fokos. [link]
-
Joshi
titán
Akkor ez ügyben nem is keresem a hibát.
Viszont tesztelgetem az (extruder kalib + flow állítás legyen pontos) résznél nem igazán érzek változást. A három kocka különböző Extrusion Multiplier értékeket variáltam, az első kocka 0.98 a második 1.00 a harmadik pedig 1.02 értékkel lett nyomtatva. Igaz hogy a tolómérőm csak mechanikus 0.05mm pontosságú, de nem nagyon érzek változást. A falvastagság biztosan 0.05mm-en belül van, viszont a 20x20-as külső méret mintha kisebb lenne (~0.05 és 0.1 között). Mit kellene állítanom hogy legyen érdemben változás?


[ Szerkesztve ]
-
#18583
 ngabor0204
csendes újonc
ngabor0204
#18534
ngabor0204
csendes újonc
ngabor0204
#18534
ngabor0204
csendes újonc
válasz
 ngabor0204
#18534
üzenetére
ngabor0204
#18534
üzenetére
Vettem üveglapot a nyomtatóhoz, kicseréltem, bekapcsoltam, bed levelling, és már nyomta és rá ezerrel a fejet. Megkarcolta az üveget, és most lötyög kicsit a fej a sínen. Gondolom, a szenzor másképp érzékeli az üveget, mint az eddigi alumíniumlapot, és nem látja, hogy ott van. :-(
-
#18584
ngabor0204
csendes újonc
ngabor0204
#18583
ngabor0204
csendes újonc
válasz
ngabor0204
#18583
üzenetére
Azt hiszem, közben rájöttem: állítanom kellett volna az érzékenységen a kis csavarral.
-
izisz
senior tag
Pár hete még azt szajkóztam volna, hogy nyomtass 1 falas, üres kockát és mérd meg a falvastagságot. Annyinak kellene lennie, amennyire a Line Width be van állítva a szeletelőben.
Erre belebotlottam ebbe thingin, amihez tartozik egy topic is.
Így most nem ajánlgatok már, inkább olvasgass
Egyébként ha túl alacsonyra állítod a flow-t, akkor underextrusion hibákat fogsz látni, ha túl nagyra, akkor meg overextrusion-t. Nincs benne mágia. Illetve ha jól sikerül eltalálnod az E step + flow értéket, mind a belső mind a külső modellméreteknek stimmelnie kellene a tervezéskori méretekhez képest (persze picit difi nyilván lesz, ez FDM sajátosság).
Az E step egyébként a majdnem pontos kalibrálás, a flow állítás meg a finomhangolás, fine tune.Talán nem olyan fancy, mint a manapság gyártott "megmondom az okosat" weboldalak, de hasznos tartalmat rejt a pl reprap wiki troubleshooting - javasolt lapozni ezt is + Calibration
Ez meg egy szintén nem mai csirke extruder kalibrálós wiki oldal - szintén hasznos átfutni[ Szerkesztve ]
-
-
#18589
 energy4ever
addikt
ngabor0204
#18583
energy4ever
addikt
ngabor0204
#18583
energy4ever
addikt
válasz
ngabor0204
#18583
üzenetére
Milyen szenzort hasznalsz?
Sima magneses alapu kapcsolot? Ha igen, akkor az nem erzekeli az uveget, csak a nyomtato gyari asztalat/talcajat. -
Gabesz87
addikt
Mi az oka annak, hogy a tárgyhűtőm nem indul be? Ezek a default beállítások:

20x20-as tesztkockát nyomtatnék. A venti jó, mert tudom szabályozni, LCD-ről elindítani. De nem értem, nyomtatásnál miért nem indul el a 3. rétegtől. Ha jól sejtem a min. layer time azt jelenti, hogy ha egy réteg nyomtatási ideje 10s alatt van, akkor nem megy a venti. De szerintem itt több idő egy réteg. -
izisz
senior tag
válasz
 Gabesz87
#18591
üzenetére
Gabesz87
#18591
üzenetére
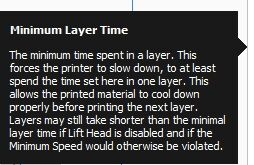 ott van a bubi helpben, hogy mit jelent a min layer time - legalább ennyi időt eltölt egy layer-en, ennél kevesebbet nem. Ha szükséges, emiatt belassítja a nyomtatási sebességet, de Minimum speed alá nem megy (helyesebben igyekszik betartani a Min speed határt). Ventiről nem szól a költő.
ott van a bubi helpben, hogy mit jelent a min layer time - legalább ennyi időt eltölt egy layer-en, ennél kevesebbet nem. Ha szükséges, emiatt belassítja a nyomtatási sebességet, de Minimum speed alá nem megy (helyesebben igyekszik betartani a Min speed határt). Ventiről nem szól a költő.
Venti: gkódban nézted, hogy ott van-e az M106 kód a 3. réteg előtt?
Ha manuálisan kiadod azt a sort - pl. octoprintből - akkor se kapcsol a ventid? Próbáltad?
Illetve ezt láttad már?
[ Szerkesztve ]
-
#18593
ngabor0204
csendes újonc
energy4ever
#18589
ngabor0204
csendes újonc
válasz
 energy4ever
#18589
üzenetére
energy4ever
#18589
üzenetére
Igen, a gyárit. De egy kis állítgatással már megy az üveggel is. Szerencsére a meglazult fejet is helyre tudtam hozni az excenteres csavarral, úgyhogy most úgy tűnik, rendben van minden.
Nagyon tetszik ez az üveg, ég és föld a gyárihoz képest. -
zsolti_20
senior tag
Az normális ha SD kártyáról akarok nyomtatni amint rányomok a nyomtatni kívánt dologra automatikusan újra indul az egész szoftver a nyomtatón?

Kezd kicsit elegem lenni már ebből a TEVO minőségből.
-SD kártya rossz
-SD kártya olvasó modul rossz
-nyomtatás közben lefagy az egész és mikor újra kezdi rossz koordinátán kezd el nyomtatni
-asztal szintezése lehetetlen
De ezeket leszámítva tökéletes, vasárban meg eladható biztosan... -

Saccco
nagyúr
válasz
zsolti_20
#18594
üzenetére
Kíváncsi lennék mi lett volna, ha a Tarantulá-t veszed anno.
A 3D nyomtatás nem plug'n'play és nem is newbee friendly, itt steep learning curve van.
[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
azbest
félisten
válasz
zsolti_20
#18594
üzenetére
tapasztalati úton és sokat utánaolvasva, mások útmutatóit nézve - de végül kipróbálva - lehet tanulni. Lehet a kábel is rossz, ami a kijelzőhöz és sd kártyához megy. Lehet a kártya is rossz - volt, hogy gyárilag olyan kártyát mellékeltek, ami nem tud spi módot, így nem működött a nyomtatókkal. Szoftveres téren sem árt nézni, van-e updatejük. Vagy más által készített konfig saját marlink buildhez. Ilyen ez a barkács.
A másik véglet a több százezres készre szerelt gép, amihez a műanyagot is csak a gyártótól lehet venni, hogy ne legyen egy ismeretlen sem. Esetleg még a slicer-ből is csak az övéket lehet használni.
-
Gabesz87
addikt
Hú ez de sunyi dolog. Rendben, megpróbálom, átállítottam 0-ra. A gcode-ban nincs benne amúgy a 3.rétegnél az M106 kód. Remélem most majd jó lesz. Köszi.
Most fut a nyomtatás, LCD-ről bekapcsoltam. Aztán majd a következőnél elválik, hogy magától bekapcsol-e.[ Szerkesztve ]
















 )
)


























![;]](http://cdn.rios.hu/dl/s/v1.gif)
Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
- Megjelentek az első HMD okostelefonok, ezek a magyar áraik
- Aliexpress tapasztalatok
- Redmi Note 7 - nota bene
- gban: Ingyen kellene, de tegnapra
- Milyen TV-t vegyek?
- Samsung Galaxy S23 és S23+ - ami belül van, az számít igazán
- 5.1, 7.1 és gamer fejhallgatók
- Óra topik
- AMD Ryzen 9 / 7 / 5 7***(X) "Zen 4" (AM5)
- Megrendszabályozza a Pornhubot az EU
- További aktív témák...
