Új hozzászólás Aktív témák
-

Locsi
senior tag
Sziasztok.
A kérdésem, kérésem, nem éppen szakmai jellegű, de már itthon vagyok két hónapja, mert eljöttem a maszektól (b****t fizetni), előtte meg lehúztam 13 évet a Tungsramnál, de megszűnt a forgácsolás, és most az istennek se találok állást. Nem tudna valaki itt Budapesten valami jó cnc-s állást. Tök mindegy, hogy eszterga vagy maró, csak az a baj, hogy az elmúlt években csak NCT vezérléseket programoztam.
Üdv, Locsi
U.i: Leveleket a locsi100@freemail.hu - ra várom.
-
Locsi
senior tag
válasz
 zolikaDB
#748
üzenetére
zolikaDB
#748
üzenetére
Majd 15 év a Ge Hungary-nál (Tungsram) egyedi gépgyártásban, itt volt 1200ft 2007 augusztusig,innen lapát, mert teljesen megszüntették a forgácsolást, levitték Győrbe. Majd 2007 novembertől egy maszeknál, szintén egyedi gépgyártás, ott 1300ft-al voltam bejelentve, de durván 1500ft-al számolt bruttóban, ami annyit tesz, hogy 800 nettóval voltam elszámolva. 2008 októberben felszámolta magát a maszek, de ott voltam decemberig feketézni, de mivel hogy egy gané volt lelépte.Azóta semmi meló, csak tengődés.
U.I. Az öreg csotrogányon csináltuk ezeket a kényszerpályákat.
[ Szerkesztve ]
-
Locsi
senior tag
Nem rossz hely a Festo, az egyik volt kollégám, már két éve ott dolgozik. De ha nem gépbeállítónak mész, akkor a nagy pénzt felejtsd el. Én is mentem volna tavaj, ha tisztességes pénzt ajánlanak, nem pedig 150000-160000 bruttót. A gépek meg célgépek, amin nekem kellett volna dolgozni az egy 6 cserepalettás, 6 főorsós gép lett volna.
-
Locsi
senior tag
Látszik nem láttatok még kicsontozott szerszámokat. Gépfelújitáskor került elő egy 250-es, egy 300-as síkmarófej, úgy tönkrevágva, hogy az összes lapkafészek (20x20-as négyszöglapka) ki volt törve a lapka méretnek megfelelően, úgy hogy az alaptesten is körben hiányzott az anyag.
-
Locsi
senior tag
A Tungiban, csak hagyományos portál maró volt, de körülbelül erre.

Persze itt a lényeg nem látszik, de ha úgy van lefogva a munkadarab, akkor lehet dolgozni a két oldalsó fejjel ( horizont ), és plusz a felsővel ( vertikális ). Speciel ez egy két orsós gép, amit én ismertem az három orsós volt.[ Szerkesztve ]
-
Locsi
senior tag
De azért egy apró hiba azért van benne ( hacsak nem szándékos ). Az N60-as mondatnál teljesül az a feltétel, hogy eléri a -30-at, akkor az N70-ben nem kell a Z#1, mert ha minden igaz akkor ott már -32-ig menne, és akkor ott a lépcső. Szerintem így néz ki helyesen.
N10 G0 X0 Y0;
N11 Z3
N12 G1 Z0 M8
N20 #1=-2;
N30 G1 G41 D1 X0 Y30;
N40 G3 X0 Y30 I0 J-30 Z#1;
N50 #1=#1-2; (egy kör alatt a süllyedés)
N60 IF [#1 GE -30] GOTO40;
N70 G3 X0 Y30 I0 J-30 (ez tesz még egy kört legalul, hogy ne legyen benne lépcső)
N80 G1 G40 X0 Y0;
N90 G0 Z100;U.i: A "Z" pozicionálás is kimaradt a program elején , azt is beírtam. Bocsi a szőrözésért.
-
-
Locsi
senior tag
Srácok. Nem hiszem el, hogy ekkora különbség van az NCT104, és az x Fanuc között. Végre sikerült melót találni, ezek meg itt úgy veszik fel az x,y nullát, hogy még ilyet nem láttam. Megnézik a gépi ref ponttól való távolságot, és avval számolgatnak. Azért NCT-n nem volt ennyire macerás, beírtam, hogy pl. X20 Y20, és a gép kiszámolta magának, hogy mennyire van a ref ponttól. Nem hiszem el, hogy a Fanuc ilyen lenne. ( Bridgeport GX480 )
[ Szerkesztve ]
-
Locsi
senior tag
Minden bántás nélkül mondom ezt (spongyi1), de az ilyenektől kapom a frászt. Húsz év forgácsolói tapasztalattal a hátam mögött ( abból 17 év nc cnc vonalon ) mondom azt, hogy mindig van mit tanulni. Először meg kéne tanulni a sima forgácsolást, hogy az alapokkal tisztába légy, és utána menni, cnc gépkezelői, majd cnc programozói tanfolyamra. Így csak a szakmát hígítod. Az egyik kollégám is ilyen, és majd minden nap az idegbajt hozza rám.
-
#5514
Locsi
senior tag
BÁ Nutrition
#5512
Locsi
senior tag
válasz
 BÁ Nutrition
#5512
üzenetére
BÁ Nutrition
#5512
üzenetére
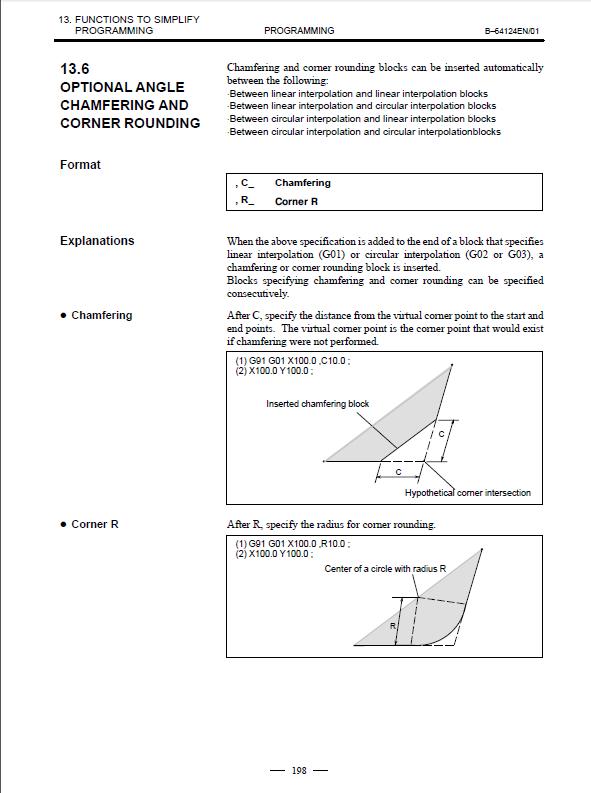
Itt van esztergához user manual, OI-MATE-TC. Az itt látott példák alapján, olyan mint a marónál, vessző r-et (,R) kell programozni.
[ Szerkesztve ]
-
#5537
Locsi
senior tag
csereszlord
#5533
Locsi
senior tag
válasz
 csereszlord
#5533
üzenetére
csereszlord
#5533
üzenetére
[ Szerkesztve ]
-
Locsi
senior tag
Sima szerszámbemérésre használtunk hasonló, de primitívebb kütyüt, még a Tungsramban. Természeten minden értéken ráhagyással, és az első darab bemérése után ment a korrekciózás. Itt ahol most dolgozom, szerintem még senki nem látott még hasonlót sem. A gépen a z az mindig fix értéken van, ahhoz kell bemérni minden szerszámot raporterrel. Nullpontfelvételnél, csak az x0, y0 van felvéve, a z0 felvételéről még nem is hallottak.
-
#6022
Locsi
senior tag
cserkopater
#6020
Locsi
senior tag
válasz
cserkopater
#6020
üzenetére
Nem akarok hülyeséget mondani, de a , A fanuc -on nem működik, legalábbis amin én dolgozom, azon a marón nem. A , C és a , R az igen.
-
#6028
Locsi
senior tag
BÁ Nutrition
#6023
Locsi
senior tag
válasz
BÁ Nutrition
#6023
üzenetére
Sima 3 tengelyes, de dolgoztam Kondia B640-en, az 4 tengelyes volt, csak azon NCT vezérlő volt, ott működött a ",A". A fanuc szerintem ebben a formában nem tudja. [link]

-
#6030
Locsi
senior tag
cserkopater
#6029
Locsi
senior tag
válasz
cserkopater
#6029
üzenetére
Szerintem az egy eszterga. Ott biztos működik.
-
#8348
Locsi
senior tag
littlejohnny
#8345
Locsi
senior tag
válasz
 littlejohnny
#8345
üzenetére
littlejohnny
#8345
üzenetére
Szerintem ne fúrd, hanem formázd. Jobban jársz. Forgács mentes. Itt van rá egy példa. [link]
-
#8350
Locsi
senior tag
littlejohnny
#8349
Locsi
senior tag
válasz
littlejohnny
#8349
üzenetére
Semmi extra. Nem magméretre kell fúrni a furatot, hanem menetközép átmérőre, de meg van adva a linkelt táblázatban, és majdnem ugyanavval technológiával mehet, mint egy menetfúró, kivéve persze a saválló anyagokat.
-
#9661
Locsi
senior tag
sevendays76
#9660
Locsi
senior tag
válasz
 sevendays76
#9660
üzenetére
sevendays76
#9660
üzenetére
Azt ha minden igaz, el is felejtheted, hogy egyből cnc-s tanfolyamra mész, forgácsolói alapképesítés nélkül. Itt van egy kollégám, 10 éve cnc-n dolgozik, de telefonszerelő a szakmája. Nem tud cnc-s képesítést szerezni, mert kell előtte e forgácsolói alap. Legalábbis ha minden igaz, az Nct akadémián így van tavaj óta.
U.i: Sőt biztos.
Jelentkezés feltételei:
Legalább az egyik szakképesítés megléte:
Gépi forgácsoló (OKJ: 31 521 09 1000 00 00)
Gépgyártástechnológiai technikus (OKJ: 54 521 01 0000 00 00)
Fémforgácsoló szakképesítés (OKJ: 31 5233 14)
Fémforgácsoló szakképesítés (OKJ: 51 5233 01)
IDŐTARTAMA
9 hónap (2 félév)
9 hónap (2 félév)[ Szerkesztve ]
-
#9731
Locsi
senior tag
BÁ Nutrition
#9717
Locsi
senior tag
válasz
BÁ Nutrition
#9717
üzenetére
Mi kuplungokat gyártunk, szögtűrés 0.008 esztergálva.
-
#9766
Locsi
senior tag
csiziktomi
#9765
Locsi
senior tag
válasz
 csiziktomi
#9765
üzenetére
csiziktomi
#9765
üzenetére
Le kell paraméterezni.
pl.
#100=-1
G0X0Y0Z3
G1Z0
G1G41D1X13.125
N100G3I-13.125Z#100
#100=#100-1
IF [#100EQ-20] GOTO100
G3I-13.125
G1G40X0Y0
G0Z20Ez egy atm 26.25-ös zsebet mar 20 mélyen . Szerszámváltásokat, technológiai paramétereket, pozicionálásokat kihagytam, csak a lényeg van benne. A maród ne sokkal legyen nagyobb, mint a zseb rádiusza. A te esetedben szerintem a 14-16 az optimális átmérőjű szerszám.
-
-
#9783
Locsi
senior tag
csiziktomi
#9782
Locsi
senior tag
válasz
csiziktomi
#9782
üzenetére
Ge-vel a jó.






























Új hozzászólás Aktív témák
● nem beszélgetős OFF topic!

- Részletfizetés. Bontatlan. noblechairs ICON székek azonnal . Utolsó darab raktáron +36301300000
- Részletfizetés. Bontatlan. noblechairs EPIC székek azonnal . 24 / 36 hónap garancia . +36301300000
- Magyar menüs Saeco Picobaristo OTC (HD8927) tejtartállyal
- Részletfizetés. Bontatlan. noblechairs LEGEND székek azonnal . 24 hónap garancia . +36301300000
- Philips 4000i AC3858/50 légtisztító