- DIGI internet
- Megpróbálják a spanyolok: megvédenék a gyerekeket a közösségi médiától
- Tombol az AI-láz: az NVIDIA már értékesebb, mint az Apple
- Musk átirányította a Teslának szánt AI-chipeket
- Starlink
- Telekom otthoni szolgáltatások (TV, internet, telefon)
- Windows 7
- Windows 10
- Linux - haladóknak
- Otthoni hálózat és internet megosztás
Új hozzászólás Aktív témák
-
#46289
 MrThompsoN
csendes tag
MrThompsoN
csendes tag
MrThompsoN
csendes tag
Mindenkinek köszönöm az elismerő szavakat.

thyeby: a vas öntéssel elgondolkodtattál most. Körülnézek ilyen irányban is. Beszámoló mindenképp lesz, már "csak" be kell fejezni a gépet.

pacman_123: itt is úgy dől, a két acél íven megy a döntés, így az asztal síkjában dől pontosan a tárcsa. Csak a nagy súly miatt nem csúszik a mozgó rész, hanem gurul a csapágyak között.
-
#46749
MrThompsoN
csendes tag
pacman_123
#46732
MrThompsoN
csendes tag
válasz
 pacman_123
#46732
üzenetére
pacman_123
#46732
üzenetére
kérdezném a Makita nagycsomag tulajokat: használta már valaki a dönthető talpat?
Jelen! Félkör alakú hornyot kellett marnom, 12 mm átmérővel, de csak 12,7 mm-es késem volt hozzá. A dönthető talppal és egy 12-es késsel elég jól meg lehetett oldani.
Félkör alakú hornyot kellett marnom, 12 mm átmérővel, de csak 12,7 mm-es késem volt hozzá. A dönthető talppal és egy 12-es késsel elég jól meg lehetett oldani. -
#47586
MrThompsoN
csendes tag
generatoros
#47585
MrThompsoN
csendes tag
válasz
 generatoros
#47585
üzenetére
generatoros
#47585
üzenetére
Bár én általában csak olvasni szoktam a fórumot, hozzászólni elég ritkán, maximálisan egyetértek.
-
#48269
MrThompsoN
csendes tag
MrChris
#48259
MrThompsoN
csendes tag
válasz
 MrChris
#48259
üzenetére
MrChris
#48259
üzenetére
Nekem is van egy Makita RT0700CX2J csomagom. Múltkor úgy jártam vele, hogy egy 8mm-es egyenes horonymaró kés elkezdett marás közben kimászni a gépből. 6mm-es szára van. Szerencsére idejében észrevettem, így nem repült ki. Utána megnéztem, az anya rendesen meg volt húzva, nem indult meg könnyebben, mint máskor. A kés szárán keletkezett egy mély karcolás. Van ötletetek, hogy mi lehetett a gond?
Elég gyakran jön jól egy felsőcsapágyas másolókés, de a Makitát kicsit gyengének érzem hozzá. Illetve a múltkori eset óra kicsit ódzkodok a kés rögzítésétől. Elgondolkodtam, hogy vennék egy erősebbet is, ha valami nagyobb dolgot kell marni. Olyan gépet szeretnék, ami a kicsihez hasonlóan kivehető a talpból, hogy szükség esetén asztal alá tegyem. Van valakinek tapasztalata az AEG MF 1400 KE-vel?
-
#48270
MrThompsoN
csendes tag
pacman_123
#48257
MrThompsoN
csendes tag
válasz
pacman_123
#48257
üzenetére
Jól néz ki a csiszológéped!

A gyártók szerintem az ár miatt nem használnak lineáris csapágyat. Nagyon jó találmány, de drága. Meg akkor edzett felületű tengelyt kéne használniuk, az is drágítaná az előállítást.
[ Szerkesztve ]
-
#48282
MrThompsoN
csendes tag
pacman_123
#48281
MrThompsoN
csendes tag
válasz
pacman_123
#48281
üzenetére
Makita egy masszív műanyag kofferban jön. Jobb híján akár sámlinak is jó.
Makiról 1-2-3 éve páran már beszámoltak olyanról, hogy patroncserés lett, mert amivel kapták, nem lehetett rendesen megszorítani, elmászkált a marószár.
Én pár napja jártam úgy, hogy menet közben elkezdett a marószár kimászni a gépből, pedig rendesen meghúztam. Rossz szokásom, hogy a csavarokat szeretem nagyon megtépni.. Jó lenne, ha a 8-as patron ne csak olyan rövid szakaszon tartaná a kések szárát. Ezt leszámítva szeretem a gépet. -
#48431
MrThompsoN
csendes tag
Winner_hun
#48366
MrThompsoN
csendes tag
válasz
 Winner_hun
#48366
üzenetére
Winner_hun
#48366
üzenetére
Gratulálok a munkához!
-
#50185
MrThompsoN
csendes tag
MrThompsoN
csendes tag
Én is a CMT késeket preferálom, a gépdepóból szoktam venni őket.
[ Szerkesztve ]
-
#50758
MrThompsoN
csendes tag
pacman_123
#50750
MrThompsoN
csendes tag
válasz
pacman_123
#50750
üzenetére
Ha egyszer végre eljutok oda, akkor tényleg rakok ki pár képet a készülő asztali fűrészről. Van rajta fordulatszám szabályozás.
![;]](//cdn.rios.hu/dl/s/v1.gif) Olyan céllal építem, hogy ne csak fát tudjak vágni, hanem megfelelő tárcsával fémet is, ahhoz pedig jó, ha a fordulatot le lehet venni.
Olyan céllal építem, hogy ne csak fát tudjak vágni, hanem megfelelő tárcsával fémet is, ahhoz pedig jó, ha a fordulatot le lehet venni.Egyébként egy frekvenciaváltót használni nagyon egyszerű, az én választásom egy Motovario EM16-ra esett, IP66 kivitelben. A beállítása néhány percet vesz csak igénybe. Azóta a fűrészen biztosított a lágyindítás és a fékezett megállítás. 300mm-es fűrésztárcsát 3 másodperc alatt megállít - lendületből ez 12-13 volt. Némi átalakítást eszközöltem a tengelyen, hogy legyen két rögzítő tüske is rajta, nehogy kilazuljon fékezéskor.
[ Szerkesztve ]
-
#50761
MrThompsoN
csendes tag
MrThompsoN
csendes tag
Csatolok pár képet erről a fűrészgépről, hogy ne csak ígérgessem (pacman_123 kollégának már hónapokkal ezelőtt privátban is ígértem).
A fűrészgépről régi képeket tettem már ki a fórumra (1, 2). Azóta sok idő eltelt, de sikerült látványos haladást elérnem, bár közel sincs még kész a gépezet. Először is a döntés mechanikáját kicsit felturbóztam, így már nem csak néhány, hanem rengeteg csapágyon csapágyon gurul. (Sokkal simább és pontosabb így a döntés. A villanymotoron itt még ideiglenes kábel volt!)

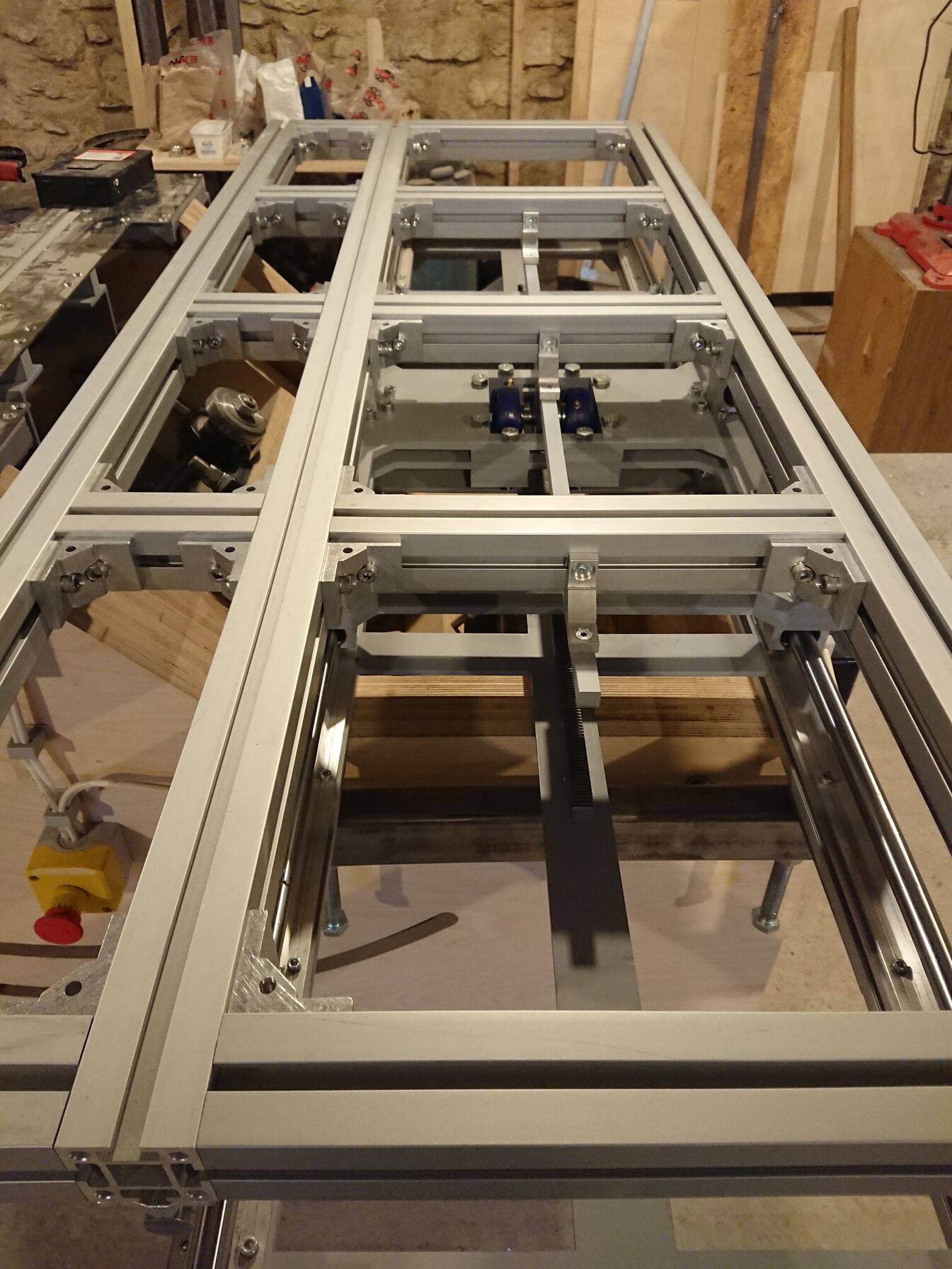
Az eredménye ennek az, hogy a dőlés az asztal síkjában történik, nem vándorol a tárcsa semerre. Az alsó képen bal oldalon látszik két kiálló tengely. Ebből a fölső a döntést végzi, ennek a túloldalán egy nagy lánckerék csücsül. Az alsó a magasságállításért felelős (a képen még egy ideiglenes tengely van csak). Két karból álló láncos hajtással sikerült megoldani, hogy a magasságot fix pozícióból lehessen állítani, így bármilyen szögben áll a tárcsa, csak a sarokhoz kell lépni és minimális hajolással lehet tekerni.Az egész gép lelke a tolóasztal lesz. Ezzel is sikerült haladni, bár még nincs kész.
Az elvét tekintve egy hatalmas, lefektetett fióksínre hasonlít: a két külső rész között van egy középső "kocsi". Ennek a kezdetei vannak az alábbi képen.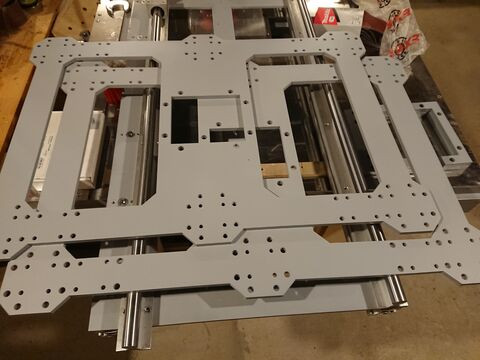
Összeszerelve:


Alumínium profilokból építettem, a könnyű szerelhetőség miatt. A nagy nyílásokba azóta vágattam 5mm vastag alumínium lemezből téglalapokat. A köztes kocsi miatt mind a 20 lineáris csapágy folyamatosan a síneken van. A középső képen valamennyire látszik, hogy a kocsiban van egy fogaskerék, az asztal alsó és fölső részén pedig egy-egy fogasléc, így a közepe mindig együtt mozog a tetejével (1/2 sebességgel).Képet ugyan nem készítettem még róla, de a tengelyre került 2/7/42 elrendezésben két tüske. Pontosabban két (7mm-es süllyesztett fejű, 8-asból átalakítva) csavar. Ezzel a szerelhetőség valamennyire romlott, mivel ezt a két csavart és a rögzítő anyát is le kell venni, hogy a tárcsa lejöjjön, de ezt a kényelmetlenséget szívesen bevállalom némi plusz biztonság érdekében. Fékezéskor nem örülnék, ha egyszer csak elszabadulna valami.
A tolóasztallal már végeztem néhány próbavágást, 40mm vastag rétegelt lemezen. A vágásképpel maximálisan elégedett vagyok, azonban fölfedeztem egy kellemetlen görbületet a szerkezetben, amit mindenképp javítok. Mivel ez nekem hobbi, így nem baj, hogy nagyon lassan készül el.
Ami még nincs kész: párhuzamvezető a fix asztalra, a tárcsa mögé egy hasítóék, porelszívás, a tolóasztalra egy szögvezető, maróasztal, egy betét a tárcsa köré, és ami még menet közben eszembe jut.
Néhány érdekesség: a gép tömege becsléssel valahol 300 kg körül lehet. A fából készült keret ezzel könnyedén elbír. A lábakkal (Marius Hornberger ötlete alapján, csak M20 csavarokból) könnyen állítható.
A tolóasztal hossza 1,6 m, és akkora mozgása van, hogy mindkét irányban túltolható egy 350 mm-es tárcsán is. Ennek ellenére kézzel észrevehető lötyögés se függőlegesen, se oldalirányban nincs benne!
A gép egyébként 315 mm-re van fölkészítve. 300-as fűrészlappal 95 mm mélyen tud vágni 90°-ban.
Az eredetileg célzott 3500-3600 körüli fordulatot a szíjtárcsák variálásával 4400-ra növeltem. Szükség esetén a frekvenciaváltóval ez fölfelé és lefelé is pillanatok alatt módosítható. A villanymotor 60 Hz-ig üzemeltethető. (Némi nyomatékvesztéssel.)És akkor a végére egy kérdés: egy fűrésztárcsának mekkora imbolygásának szabad lennie? Esetemben a 300-as tárcsával a fogak alatt mérve 0,11 mm van.
[ Szerkesztve ]
-
#50765
MrThompsoN
csendes tag
thyeby
#50764
MrThompsoN
csendes tag
válasz
 thyeby
#50764
üzenetére
thyeby
#50764
üzenetére
Köszönöm!
A tárcsa, aminél ezt az imbolygást mértem, egy 72 fogú CMT 285.072.12M keresztvágó.
Na igen, a Felder X-rollnak én is tudnék örülni, de a lehetőségeimet figyelembe véve maradtam ezeknél a relatíve olcsó lineáris csapágyaknál.
-
#50767
MrThompsoN
csendes tag
Z0mbi
#50766
MrThompsoN
csendes tag
Köszönöm!
Nem vagyok gépész, IT területen dolgozok én is, sok fórumtárshoz hasonlóan. Van benne gépész keze is, a tengelyt a megrajzolt terveim alapján egy hozzáértő, ezzel foglalkozó ember készítette. A lemez alkatrészeket lézerrel vágták ki egy ezzel foglalkozó cégnél. Nekem sokkal egyszerűbb és gazdaságosabb így. A rajzot, majd a vágás utáni fúrást, menetfúrást, festést én csináltam.
-
#50771
MrThompsoN
csendes tag
MrThompsoN
csendes tag
Köszönöm mindenkinek!
@thyeby: a módszer az volt, hogy egy mérőórát fúrógépsatuba fogtam, a satut beigazítottam és rögzítettem a tárcsa mellett, majd lassan kézzel körbeforgattam a tengelyt az anyánál fogva. Egy teljes fordulat alatt mozdult meg a mutató 0,11 mm-t.
@pacman_123: németül nem tudok, de angol felirattal végül is eléggé érthető lett, hogy mit beszél. Azt egyelőre nem néztem meg, hogy a tengelyen a perem mennyire pontos, de elkezdek ilyen irányban is vizsgálódni.
Egyébként nincs furcsa rezonálás, vagy zaj a gépből, a vágásképpel pedig elégedett vagyok. A kézi körfűrészem hangosabb és csúnyábban vág (és nem párhuzamos a talp a tárcsával, amit nem tudok korrigálni...). Csak mivel sosem volt korábban asztali fűrészem, így nincs összehasonlítási alapom.
-
#50774
MrThompsoN
csendes tag
thyeby
#50772
MrThompsoN
csendes tag
válasz
thyeby
#50772
üzenetére
Köszönöm a leírást, megmérem a tengelyt és a tárcsát is, de először veszek egy mágneses talpat a mérőórához. (Vagyis ez már csak jövőre lesz esedékes.)
A tengely egyébként nálam egy anyagból lett esztergálva, a tárcsa mögötti rész nem levehető (ha jól értem, akkor azt nevezted központosító gyűrűnek).
-
#50782
MrThompsoN
csendes tag
MrThompsoN
csendes tag
@generatoros, thyeby: köszi a tippeket, alaposabban szemrevételezem a tengelyt, amikor eljutok oda. A hézagolás a legvégső megoldás lenne, akkor inkább hagynám így. Ha tényleg a tengely lesz a hunyó, akkor megpróbálkozok először valami ilyesmivel.
-
#50789
MrThompsoN
csendes tag
Soká
#50787
MrThompsoN
csendes tag
Köszönöm a hozzászólásod! Te vagy az első, aki a csavarok mennyiségét látva nem azt kérdezi, hogy mégis minek kell ennyi.
A tolóasztal közepén a két nagy lemez, amin több a lyuk, mint egy svájci sajtban, részben esztétikai okokból kapott ennyi csavart. (56 tartja össze a két felét és 80 a lineáris csapágyakat.) Ezt a furatmennyiséget persze nem én készítettem, hanem egy lézervágó berendezés a környéken.. Épp elég idő volt az egyik lemezbe az 56 furatot magfuratra fölfúrnom, süllyesztenem és menttel ellátnom.Meggyőztél, hogy ne foglalkozzak vele; bár most már csak a kíváncsiság miatt megnézem azt a tengelyt, hogy abban mekkora hiba lehet.
Ez a lézervágásos technológia egyébként bennem egy nagyon nagy meglepetés volt. Ugyanis olcsó. Olyannyira, hogy nem éri meg acéllemezt megvennem és magamnak darabolni, fúrni. Az alkatrészek kivágatásával árban ugyanott jövök ki kb, mint az alapanyag, rezsiköltség, szerszámkopás és a saját időm belerakásával. Természetesen nem kompromisszummentes a dolog, pontosságban jelentősen elmarad egy komolyabb CNC marógéptől. (És persze árban is.)




 Félkör alakú hornyot kellett marnom, 12 mm átmérővel, de csak 12,7 mm-es késem volt hozzá. A dönthető talppal és egy 12-es késsel elég jól meg lehetett oldani.
Félkör alakú hornyot kellett marnom, 12 mm átmérővel, de csak 12,7 mm-es késem volt hozzá. A dönthető talppal és egy 12-es késsel elég jól meg lehetett oldani.





![;]](http://cdn.rios.hu/dl/s/v1.gif) Olyan céllal építem, hogy ne csak fát tudjak vágni, hanem megfelelő tárcsával fémet is, ahhoz pedig jó, ha a fordulatot le lehet venni.
Olyan céllal építem, hogy ne csak fát tudjak vágni, hanem megfelelő tárcsával fémet is, ahhoz pedig jó, ha a fordulatot le lehet venni.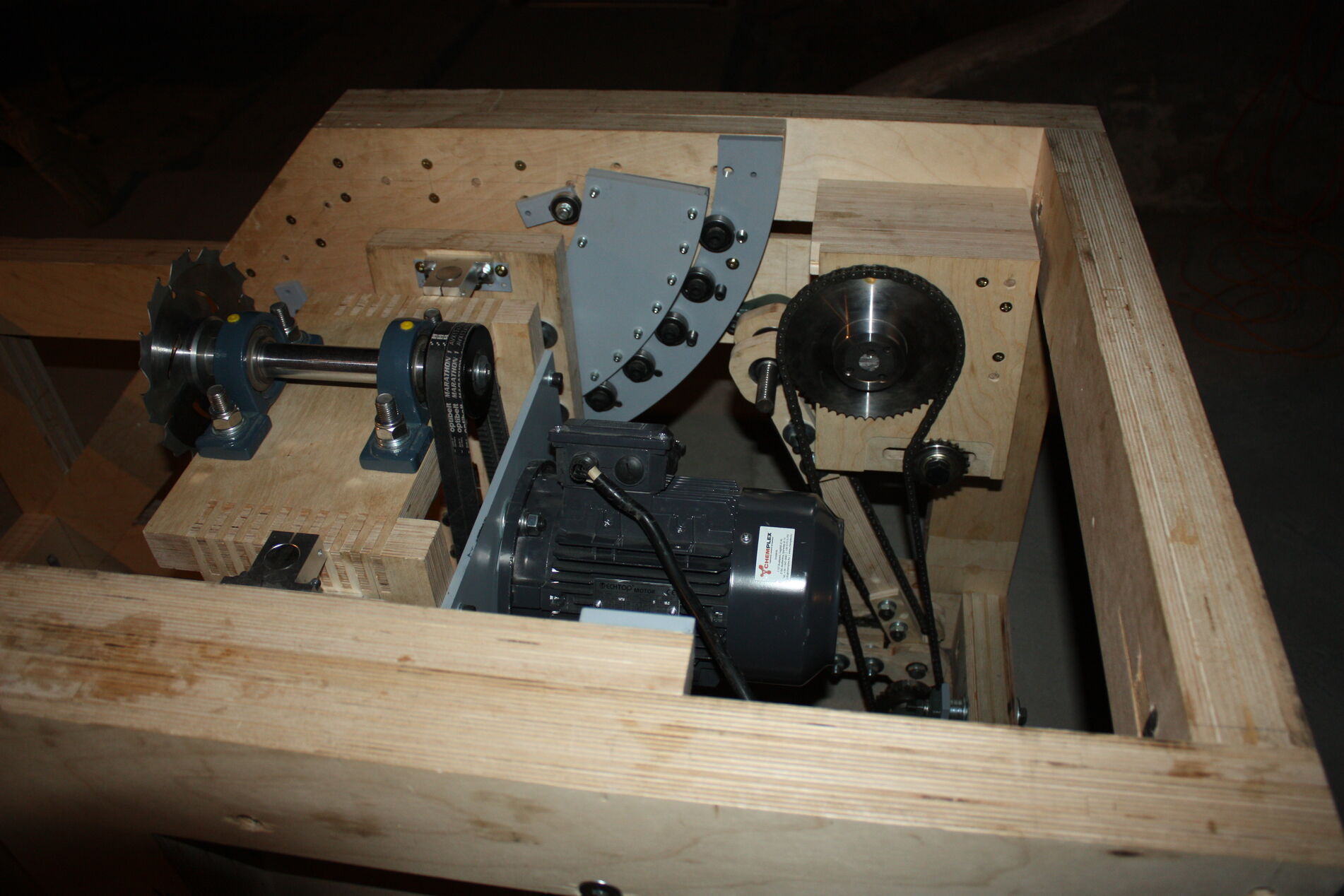








Új hozzászólás Aktív témák
- DIGI internet
- Megpróbálják a spanyolok: megvédenék a gyerekeket a közösségi médiától
- iPhone topik
- USB to S/PDif konverter a modern RIAA, elektroncsövekkel
- Milyen CPU léghűtést vegyek?
- (Újra)indítjuk a PH! YouTube-csatornáját
- Samsung Galaxy S24 Ultra - ha működik, ne változtass!
- GTA V
- Luck Dragon: Asszociációs játék. :)
- Samsung Galaxy S10e - esszenciális
- További aktív témák...

- Motormatrica szinte minden motorra! PH tagoknak 30% kedvezmény!
- Autómatrica és prémium minőségű matricák PH tagoknak 30% kedvezménnyel!
- Suzuki Swift 2005 1.3 GLX CD AC - AndroidAuto & CarPlay
- Xiaomi Smart Cooking Robot. Teljesen új bontatlan 2 év garanciával!
- Gyönyörű autómatricák azonnal gyors országos kiszállítással! PH-soknak 30% kedvezmény!
Állásajánlatok

Cég: Alpha Laptopszerviz Kft.
Város: Pécs

Cég: Ozeki Kft.
Város: Debrecen