- Az USA nem akarja visszafogni Kína növekedését
- Mikrotik routerek
- Milyen routert?
- 1000 kilométert mehetnek az EV-k az új CATL-akkuval
- WLAN, WiFi, vezeték nélküli hálózat
- Mesterséges Intelligencia topik
- Kínai cégek segítik ezentúl a Teslát, a Renault-t, a Hyundait és a Toyotát
- Crypto Trade
- Alternatív kriptopénzek, altcoinok bányászata
- Synology NAS
Új hozzászólás Aktív témák
-
üdv. sikerült valamit megütyködni?

Mi paraméterezni szoktuk a helikális marást:
N10 G0 X0 Y0;
N20 #1=0;
N30 G1 G41 D1 X0 Y30;
N40 G3 X0 Y30 I0 J-30 Z#1;
N50 #1=#1-2; (egy kör alatt a süllyedés)
N60 IF [#1 GE -30] GOTO40;
N70 G3 X0 Y30 I0 J-30 Z#1 (ez tesz még egy kört legalul, hogy ne legyen benne lépcső)
N80 G1 G40 X0 Y0;
N90 G0 Z100;Remélem tudtam segíteni valamit
vezérlés: Fanuc Series 18i-Müdv
ॐ "Goa is not a place, its a state of mind." - Goa Gil ॐ ° Honda - The Power of Dreams ° Eat, Sleep, JDM °
-

Laci 1984
csendes tag
Lehet hogy rosszul emlékszem még az NCT-s időmböl de lehet egy mondattal is spirált marni vagy akár kúpot is.
G0 G54 X0 Y0 S3500 F1000
G0 Z50 G43 H1 M3 M8
G0 Z2
G1 G16 G42 D1 X-50 Y0
G2 X-50 Y-7920 I50 Z-22 ( az Y- érték a Z irányu elmozdulás szorozva 360-nal, tehát 24mm ert sűlyed 2 es fogásokkal 12*360)
G2 I50 Y0
G40
G0 X0 Y0
G0 Z100 M5 M9
G100
M30Ugyan így a kúp marás is
G0 G54 X0 Y0 S3500 F1000
G0 Z50 G43 H1 M3 M8
G0 Z2
G1 G16 G42 D1 X-50 Y0 (kiinduló átmérő 100)
G2 X-30 Y-7920 I30 Z-22 ( az Y- érték a Z irányu elmozdulás szorozva 360-nal, tehát 24mm ert sűlyed 2 es fogásokkal 12*360)
(kész átmérő 60)
G2 I50 Y0
G40
G0 X0 Y0
G0 Z100 M5 M9
G100
M30Ha valamiben tévedtem akkor elnézést már régen alkalmaztam de lehet már rosszul emlékszem.
-

nchelp
tag
Ez a nullpont-probléma a Fanucnál sajnos nem ilyen egyszerű. Főleg, ha a Bridgeportot emlegetjük, ez a gyártó minden vezérlővel érdekes módosításokat eszközöl. Például Bridgeport-Fanucnál megesett már a történelemben, hogy a szerszámtár!!! opció volt... De más gyártóknál is megesik, sok géptípusnál, hogy ez a [MEASURE-MÉRÉS] funkció nem elérhető, mert nincs engedélyezve a konstansban, hanem csak a +INPUT funkció, és akkor adogathatjuk hozzá a ref-pozíció+-beállócsap értékeket.
nchelp
-

zolikaDB
veterán
válasz
 batyo85
#1065
üzenetére
batyo85
#1065
üzenetére
Nagyon jó, nagyon tetszik, pont így gondoltam! Respect!

Tkp a 0. szegmens a kötelező adat, a többi pedig a kontúr! Mondjuk, hülye a vezérlő fordítása. És pl a vezérlő azt tudja, hogyha befejezted a marást, akkor álljon ki pl Z200-ra, X, Y kezdőpontra, ami ugye ne a darab sarka legyen?
Ha pl kúpot szeretnék marni, akkor az hogy megy? (tkp elég lenne tudni, h a darab egyik élére egy "x" fokos letörést akarok tenni)CAM progik hogy futtathatók ezen a vezérlőn?
[ Szerkesztve ]
-
válasz
batyo85
#1172
üzenetére
hát ja. de most már nem tudunk mit csinálni így kell kiszenvednünk
 mert nem fogják most elküldeni lágyítattani...
mert nem fogják most elküldeni lágyítattani...mi Fraisa szerszámokat használunk.
20as gyorsfej síkol, és kontúr. w-sx lapkával ami stainless/inox-hoz van, hűtés nélkül. csináltam is egy videót róla, hogy milyen szép a szikraeső
m3, meg ugyancsak fraisa menetformáló. van amelyik kibírt 50 mdb-ot (100 menet)
van amelyik 20 után belereccsent. van ami 33 db-ot bírt. szóval frankó...ॐ "Goa is not a place, its a state of mind." - Goa Gil ॐ ° Honda - The Power of Dreams ° Eat, Sleep, JDM °
-
zolikaDB
veterán
válasz
batyo85
#1201
üzenetére
Műanyagban meg aluban bírja akár hónapokig is
Én 2.5-es menettel szívtam szerszámacélban. Annak is az volt a titka, h 0.1 mm-el nagyobb magfurat.
Jipí, holnap, ha minden jól megy, indítok egy szériát a VMX30-ason, és nekiállok befogni a VMX64-est. Szép nagy dög. Jobban be kell hajolni a szerszámberakáshoz, mint egy ZPS-en.Apropó: van nálunk egy WINMAX-os eszterga is. Le is van írva, h kell rajta nyelvet feltölteni! De! Nem tudja valaki, honnan/hogyan lehetne szerzeni magyar nyelvi file-okat Hurco esztergához?
[ Szerkesztve ]
-
nchelp
tag
válasz
batyo85
#1290
üzenetére
Akkor lássuk azt a döglődő medvét, batyo,
a te gépeden is kell a G49 a szerszámcseréhez? valamint szintén nem kapcsolja magától a korrekciós mezőket? A következő problémám, hogy mappákra van bontva a CNC-memória, és a definiált makróhívások csak a "SYSTEM" mappából elérhető.
nchelp
-
nchelp
tag
válasz
batyo85
#1296
üzenetére
Ez azért felettébb érdekes...
Igaz, otthon a Fanuc betanítás elég siralmas, tudom saját példámról. Nem gallérfényezés akar lenni, de azért én klasszisokkal jobban csináltam, amíg otthon voltam. Sajnos nem volt elég munkám, mert egy-két kivételtől eltekintve a legtöbb forgalmazó inkább a saját embereit nyomta, akik viszont nem értettek eléggé hozzá. Főként csak a Szimkernek dolgoztam, meg egy-két esetben voltam Wamatec csapattal is. De tény, többet társalognak sokan a fanucos "szakértőkkel", mint a betanítandókkal...
Akkor ez nem egyedi visszabutítás, úgy tűnik a vezérlő igazodik a szakmában dolgozók revolúciójához. Ha kell, adok egy rövid makrót, hogy tudod megoldani a korrekciódolgot. Én sima 3 tengellyel nyertem.
 Nem tom, nekem Z-ben 330-as mozgása van a gépnek, és egy sima rövid 6-os veldonnal is leérek közel az asztalig, talán 10-15 mm marad el. Ez egy Robodrill alfa T14. 31i vezérlővel.
Nem tom, nekem Z-ben 330-as mozgása van a gépnek, és egy sima rövid 6-os veldonnal is leérek közel az asztalig, talán 10-15 mm marad el. Ez egy Robodrill alfa T14. 31i vezérlővel.nchelp
-
nchelp
tag
válasz
batyo85
#1301
üzenetére
Ez baromság volt részükről, mert az a 4. tengely elvileg leszerelhető... És akkor mi van? Akkor nem érjük el a darabot???? De valahol az 1000-es paramétereknél (fejből ma már nem tudom) tetszés szerint módosítható a Z mozgástartomány (az ésszerűség keretein belül, persze
 )
)Kezelésre sokkal jobb, mint egy NCT... Nálad is az orsóházon van a szerszámtár mint egy homlokpáncél? mert ez elég elb...tt ötlet volt az én gépemen, itt egész jól látható: http://www.adrianteo.com/pics/t14-2/t14-2-Pages/Image23.html
[ Szerkesztve ]
nchelp
-
zolikaDB
veterán
válasz
batyo85
#1650
üzenetére
"Úgyhogy nem marad más minthogy az ember megpróbálja betanítani őket csak az a szomorú legalábbis az én tapasztalatom szerint hogy sokan alkalmatlanok ennek a melónak az elvégzésére mert nem figyelnek oda és csak azon jár az eszük mikor jár már le a munkaidő de persze sírnak hogy kevés a pénz ,hát talán azért tenni is kéne valamit hogy több legyen."
Dettó... Ugyanez volt ma. És ennyi erővel bárkit fel lehet venni az utcáról, a kőművesnek is kb ennyi fogalma van a H7-ről, mint egyik-másik "tanfolyamos" tanulónak. Mert nem azt mondom, ha akarja, akkor nagy előnye van! De pl a srác ma kétségbeesetten kereste a 3.3-as fúrót, merthogy az nincs sehol a műhelyben... A menetalapfúró készletedben nézted? Ami minden gép alaptartozéka a cégnél, 2.5-6.8ig vannak benne fúrók. Merthogy a 3.3 menetalap? Igen, öcskös, az... -

_BM_
senior tag
válasz
batyo85
#1650
üzenetére
Múlthéten a srác majdnem tönkrevágta nálunk a 2éves gépnek a főorsóját iszonyat nagy szerencsénk volt hogy a szervizesek ki tudták javítani
Ez azért van, mert felelőtlenek a munkaadók. Sajnálják a betanítással járó költségeket, ezért inkább beengedik a mélyvízbe a kezdő embereket (hátha egyből csodát művelnek). Sok esetben azért nem invesztálnak a képzésbe, mert (joggal) félnek, hogy a konkurencia learatja a hasznot a drága pénzért betanított melós elcsábításával. Nehéz ügy.
[ Szerkesztve ]
-
zolikaDB
veterán
válasz
batyo85
#1759
üzenetére
Elvileg az m6 50 +0.009- +0.025 mm. Ezt 3-4 satuban forgatva megmarva lehet hozni, én CrMO-s rúdanyagból állítottam elő ilyen mutatvánnyal egy fogaslécet (előgyártmányt), bár az 800 hosszú volt, és nem volt tűrve, meg 16x16nak kellett lennie, de sikerült 0.03mm-en belül dolgoznom.
Ha megoldható, a köszörülés biztos módszer az esetedre. -
nchelp
tag
válasz
batyo85
#1806
üzenetére
Csökkenő körök paraméterezve, a legegyszerűbb fokos felület. No, akkor egy példa, csak arra figyelj, hogy ehhez G52-vel ki kell tolnod a furatközépre a nullpontot:
#1=25 monnyuk kezdő rádiusz
#2=0 kezdő Z sík, később aktuális Z pozíció
#3=.3 fogásvétel
#4=30 félkúpszög
#5=-15 teljes mélység
G0 X0 Y0
G0 Z2
WHILE [#2 GE #5] DO 1
G1 Z#2
G1 G41 X#1
G3 I-#1
G40 G1 X0 Y0
#2=#2-#3
#1=#1-#3*TAN[#4]
END 1
G0 Z20Ennyi a programszakasz, ami a kúpért felel. Ezt lehet tovább cikornyázni a végtelenségig, amíg ciklus nem lesz belőle, a kérdéseim a következők:
Érted-e a fentieket?
Amennyiben nem, akarod-e érteni, vagy csak helyettesítést kerestél gyorsbeugróba? Akkor aszerint részletezem tovább...[ Szerkesztve ]
nchelp
-

Phülöp
addikt
válasz
batyo85
#1808
üzenetére
Azt megjegyezném, hogy ezt a módszer csak sarkos maró esetén adja a jó átmérőt. Ha már rádiusz is van a lapkán, akkor az még kicsit bonyolít rajta, mert a félkúpszög érintőként jön be a képletbe, így a maró tényleges átmérője nem lesz mérvadó.
Az alábbi képeken talán érthetőbb:
(a kék a Z0 pozíció, a piros a valahanyadik fogás, a fekete az anyag)Sarkos maróval:
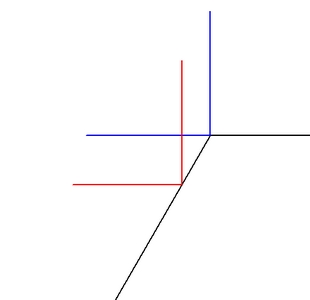
Rádiuszos maróval:

Ez esetben a zöld vonal mentén alakulnak ki a mérhető átmérők.
45fokos félkúpszögnél a legnagyobb az eltérés a valós és a kívánt átmérő között.A paraméteres programrészlet ettől függetlenül teljesen jó (nchelp-től már megszoktuk
), de nem is abba akartam belekötni. [ Szerkesztve ]
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
-
Phülöp
addikt
válasz
batyo85
#1810
üzenetére
A WHILE (amíg) feltételvizsgálat eredményétől függően a DO1 és az END1 címke közé írt programrészletet ismétli a vezérlő.
A két címke határolja be a ciklusmagot (ez ismétlődik - az elmozdulás, ill. a paraméterek újraszámolása, értékadása).
Az END1 címke visszaküldi a WHILE utasításhoz a programot újravizsgálni a paraméterek viszonyát.
Ha a feltétel nem teljesül, akkor a ciklusmag nem hajtódik végre, a program az END1 címke utáni résszel folytatódik.[ Szerkesztve ]
A Bretagne-félsziget meredek ormai alatt Otthont találnak kóbor csikóhalak. /Mesterem
-
nchelp
tag
válasz
batyo85
#1834
üzenetére
Üdv batyo85!
Kezdjük az egyszerűbbel, ahogy átvésted, paraméteres alprogramnak is lehet akár használni, működőképesnek tűnik.
A nagyolás/simítás dolgot viszont úgy gondolom, kissé életszerűtlenül közelíted meg. Gyakorlati megmunkálásban eléggé furcsán adná elő magát, hogy egy makró/alprogram ugyanazzal a szerszámmal nagyoljon és simítson váltakozva. Az inkább átgondolható, hogy adott pozíciókra lehívni a nagyolást, majd másik szerszám, és ugyanoda mehetnek a készre mukálások. Mindazmellett programozástechnikailag kivitelezhetőnek tartom, de megmunkáklás szemszögéből finoman szólva is furcsának.
Az jó, ha érdekel a paraméterezés, később még sokat könnyíthet az életeden.
nchelp
-
nchelp
tag
válasz
batyo85
#1837
üzenetére
Nem egészen ez a logikája. A G49 kikapcsolja a korrekció funkcióját, de nem az aktív offsetmezőket. Tehát teljesen mást jelent pl a G43 H0, mintha azt mondod, hogy G49, mert a meghívott korrekciós mezők bent maradnak, mint utolsó regiszterértékek. Főleg paraméterezéstechnikailag van jelentősége.
Valamint aktív G43 mellett offsetcímek nélkül is letiltja a szerszámcserét, míg lehetnek offsetek meghívva, ha a figyelembevételük ki van kapcsolva G49 által. Erre egyébként csak azért volt ennél a felépítménynél szükség, hogy a szerszámcserepozíciót egyszerűbb legyen figyeltetni. Röviden, G49 nem töröl semmit, csak deaktivál.nchelp
-
nchelp
tag
válasz
batyo85
#1847
üzenetére
No, lássuk azt a gömbformát.
Elöljáróban annyit, hogy kétféle matekot is alkalmazhatunk, Pithagoraszt, és szögfüggvényeket egyaránt. Mivel ez utóbbi a negyedkörívekhez közel eső fogásvételeknél klasszisokkal jobb felületet (azaz egyenletesebb fogásvételi leosztást) eredményez, én ezt használom. A héten amúgyis újra X párhuzamos R100-at kell majd marnom, úgyhogy benne vagyok
Amire figyelni kell: a számoltatás alapjául mindenképpen a rádiusz/gömbfelület középpontját kell megadni, ennek legegyszerűbb módja a nullponteltolás. Nagyon fontos, hogy ha nem sarkos marót használunk, akkor a tényleges szerszámrádiuszból ki kell vonni a sarokrádiuszt, és ezt az értéket kell megadnunk korrekciós mezőben. Ezzel egyidejűleg ezzel a sarokrádiusz értékkel növeljük a kívánt marandó gömbrádiuszt, ebből kifolyólag a nullpontunk is a két rádiusz együttes értékével tolódik el.
Lássuk a programpéldát, Fanuc 31 vezérlőre, ahol is a 12000-es paraméterekben van benn az alap szerszámméret, a 13000-es soron pedig a kopáskorrekció.
%
O8000 (KULSO FELGOMB D80)
G17 G40 G80
G90 G54
G10 L12 P2 R12.5 marú névleges sugara programozva
G10 L13 P2 R-5 sarokrádiusz negatív korrekcióként!
G11
G49 S2000 F900 T2 M6
G43 Z100 H2 D2 M3
G0 X30 Y1
G0 Z5
#1=40 gömbrádiusz
#2=5 maró lapkarádiusz
#3=90 A kezdő szögállás a vízszintes kifutáshoz képest
#4=3 Fokonkénti fogásvétel
#5=#1+#2 a két rádiusz összege
#6=0 utolsó fogás szögértéke
G52 Z-#5
G1 X[COS[#3]*#5+20] Y1
G1 Z[SIN[#3]*#5+2 eddig csak megközelítettük
WHILE [#3GE#6]DO1 hurok definiálása
G1 Z[SIN[#3]*#5] fogást vesz
G1 G41 X[COS[#3]*#5] adott rádiuszon korrekciót bekapcsol
G1 Y0
G2 I-[COS[#3]*#5] megcsinálja a kört
G1 Y-1
G40 G1 X[COS[#3]*#5+20] Y1 vissza kiindulópontra
#3=#3-#4
END 1
G52 Z0
G0 Z50
G91 G28 Y0 Z0
G91 G28 X0
M30
%Fontos, hogy ha itt korrekcióznod kell, akkor itt nem a második G10-es mondatban teszed, hanem a #2-ben!
Ennél a programnál amúgy is felejtsd el, hogy a szerszámtárat átírod, hisz a programban szereplő G10-ekkel folyamatosan úgyis felülírod. Tehát ha csak egyirányú mérettorzulásod van, úgymond "narancsforma", lapított gömbfelületet kapcs, akkor az első G10-nél az R címben korrekciózod a marót! Ha a gömb "gömbirányban" nem méret, akkor vagy #2, vagy #1 tetszés szerint módosítható[ Szerkesztve ]
nchelp
-
nchelp
tag
válasz
batyo85
#1864
üzenetére
El kell keserítselek, kolléga, eddig még én is csak mint osztókészüléket használtam negyedik tengelyt...
De igazából felülettől függ, meg méretezéstől, mert ez csak akkor okozhat gondot, ha kontúrkövetés szükséges a palástra vetülő felületen körben mindenhol.
[ Szerkesztve ]
nchelp
-

kuntics
aktív tag
válasz
batyo85
#1873
üzenetére
Én is azt tanulom, de mi dolgozunk a gépen elég sokat.A marást most kezdtük januárban,Heti egy alkalom van ami három óra, akkor nincs sok idő a gépen tesztelni mert nem egyedül vagyok ezért kellene valamilyen program.A feladatot meg azért nem teszem be mert magamtól akarok rájönni a dolgokra
-
#1876
 Angyal Zoli
csendes tag
batyo85
#1873
Angyal Zoli
csendes tag
batyo85
#1873
Angyal Zoli
csendes tag
válasz
batyo85
#1873
üzenetére
És azt meglehet kérdeni hogy azóta, pontosan milyen területen sikerült elhelyezkedni, illetve hogy milyen papírokat szereztél még mellé?
Egyébként én Élelmiszeripari gépésztechnikusnak tanulok heti 6 órában van CNC elég komoly szinten megtanulhatja itt, aki akarja ( makró programozás, 4 tengelyes marás ) -
zolikaDB
veterán
válasz
batyo85
#3896
üzenetére
Nincs előttem a darab, de:
- 25H9-et akarsz nagyolni 24.7-es maróval?
- ilyen hosszon kva nagy hátrány és rezonanciaforrás a 65mm-es élhossz; ha a fogásod pl. 5mm, akkor onnantól már alá is szedném a vágóélt.
- kétélűvel simítani?? én minimum 4 élűvel szoktam. eleve szebb a felület stb stb.
- huzallal nem lenne okosabb ilyen mélyen a 25H9-et kivágni? megmarnátok a kontúrt készre, készüléket a darabhoz, majd vágás.
- arra is figyelj, h érdemes lenne olyan szerszámot nézni, amiben van belső hűtés; ilyen mélyen vhogy el kell távolítani a forgácsot.Nálunk úgy megy a dolog, h általában készül egy prototípus, azt elküldjük, és ha jó, mehet a szériagyártás.
Plusz: behívsz egy Secos/WNT-s/Iscar-os, vagy akármilyen kereskedőt, megmutatod neki, h ez a feladat, árulnak-e szerszámot. Az rámond vmit, és ha van hozzá, akkor próbára elhozza. Paraméterek be a gépbe, mehet a marás. Ha jó, akkor meg lehet venni, és indul a szériagyártás, ha nem, akkor tovább okoskodtok.
Egyedi szerszámokat a Walter készít, és ha egyedi/különleges igényeid vannak, akkor kimegy pár srác, felmérik a terepet és legyártatják neked a cumót. Ha kell, tudok telefonszámot adni. -

SirTom
tag
válasz
batyo85
#3896
üzenetére
1000 darabos megrendelés, 25H9 -0/+0.1 tűrés, 110 mélyen, henger palástján aluba.
A köszörült maró jó ötlet kinagyolni a 2-3mm öntési ráhagyást(esetleg telibefúró/nagyoló kiesztergáló/ami van)
Simításnak kiesztergálás nem jobb? Bár lehet az lassúbb megoldás lenne mint mondjuk csavarvonalmentén kimarni nagyfordulat, nagy tolással.[ Szerkesztve ]
Nincs más hátra mint előre








 mert nem fogják most elküldeni lágyítattani...
mert nem fogják most elküldeni lágyítattani...
 Nem tom, nekem Z-ben 330-as mozgása van a gépnek, és egy sima rövid 6-os veldonnal is leérek közel az asztalig, talán 10-15 mm marad el. Ez egy Robodrill alfa T14. 31i vezérlővel.
Nem tom, nekem Z-ben 330-as mozgása van a gépnek, és egy sima rövid 6-os veldonnal is leérek közel az asztalig, talán 10-15 mm marad el. Ez egy Robodrill alfa T14. 31i vezérlővel. )
)







Új hozzászólás Aktív témák
● nem beszélgetős OFF topic!

- Részletfizetés. Bontatlan. noblechairs EPIC székek azonnal . 24 / 36 hónap garancia . +36301300000
- Nagyon szép Delonghi Dinamica ECAM 353.15.B automata kávéfőző
- Új Bestway medence vizforgatóval akciós áron
- Renpho talpmasszírozó
- RANGE ROVER EVOQUE 2018 /// GARANTÁLT 60.000 km /// MAKULÁTLAN ÁLLAPOT !!!