Új hozzászólás Aktív témák
-

TGWH
őstag
válasz
 zolikaDB
#7050
üzenetére
zolikaDB
#7050
üzenetére
Hát ha látod mit csinálsz, úgy azért már-már csalásnak minősül

Tool Data-ben mi van?Szeretném harsogni kétkedők fülébe, Szeretném égetni reszketők lelkébe, Lángbetűkkel írni véres magyar égre: Ez a hit a fegyver, hatalom és élet, Ezzel porba zúzod minden ellenséged, Ezzel megválthatod minden szenvedésed. E jelszót, ha írod lobogód selymére, Ezt, ha belevésed kardod pengéjébe
-

zolikaDB
veterán
Ha látom, mit csinálok? Ezzel mire célzol?
Annyit írtam, h zsebmarásnál bizonyos helyen lévő szerszámmal nem működik a ciklus, ha másik helyre teszem uazt, akkor igen. nchelp mondta, ha MG-ban is van Offset menü, ott kell módosítanom valamit.
Most hogy jön ide, h mit látok, mit nem? Vagy azt akarod mondani, h a Fanuc menüje egy logikátlan labirintus? -
TGWH
őstag
válasz
zolikaDB
#7052
üzenetére
MG-hez nem értek, én ahhoz hülye vagyok.
Én a fanucon el sem tudtam olvasni, csak annyit hogy waer meg geometry, de a többit nem lehetett kivenni, mi akar lenni
NCT-n is ki köll tölteni az offset menüt, ilyen hibákat az is kidob. Mondjuk nyelvtanilag ott nagyon hülyén van, mert a kopás szó hogy lehet pozitív és negatív is? hosszabbra kopik vagy mi?
Nem logikátlan, inkább user biztos. A lényeg, hogy működik.
Szeretném harsogni kétkedők fülébe, Szeretném égetni reszketők lelkébe, Lángbetűkkel írni véres magyar égre: Ez a hit a fegyver, hatalom és élet, Ezzel porba zúzod minden ellenséged, Ezzel megválthatod minden szenvedésed. E jelszót, ha írod lobogód selymére, Ezt, ha belevésed kardod pengéjébe
-
#7055
TGWH
őstag
BÁ Nutrition
#7054
TGWH
őstag
válasz
 BÁ Nutrition
#7054
üzenetére
BÁ Nutrition
#7054
üzenetére
Milyen?
ma esztergáltam, elég is volt... nem nekem való a tömeggyártás még a mazak führerhitler gépen sem Szeretném harsogni kétkedők fülébe, Szeretném égetni reszketők lelkébe, Lángbetűkkel írni véres magyar égre: Ez a hit a fegyver, hatalom és élet, Ezzel porba zúzod minden ellenséged, Ezzel megválthatod minden szenvedésed. E jelszót, ha írod lobogód selymére, Ezt, ha belevésed kardod pengéjébe
-
zolikaDB
veterán
Length/diameter, ill mindegyik mellett a wear. Ugye ez HDH-n hossz es sugarkorrekcio, DL, DR, sokkal erthetobb. Nem olyan szornyu a Fanuc es NCT, csak egy kicsit.
Igazabol, es talan kisarkitva, jelenleg ugy erzem, h nem akarok en magamnak vezerlot csinalni, csak akarok egy jol hasznalhatot, h ne ezzel kelljen meloban kinlodnom. Nekem ilyen ez a Fanuc, mindent megoldottam rajta, sot a parameterezhetoseget szeretem is, de sok ido kell neki, mire faszaul "elkeszited", mint pl Szabi. Makrok, sablonok, stb.
Teny es valo, h pl a 21-es sokkal jobb, mint az oreg HDH-k, Hurcok, Siemensek. De egy 530-nal nem. Ennyike. -
#7058
 Klaus Duran
senior tag
BÁ Nutrition
#7054
Klaus Duran
senior tag
BÁ Nutrition
#7054
Klaus Duran
senior tag
válasz
BÁ Nutrition
#7054
üzenetére
Én inkább arra fogom hogy szar a gép, és nem képes tartani a méretet.

A Doctor nem hal meg, csak átalakul. https://www.youtube.com/watch?v=0C3zgYW_FAM
-

nchelp
tag
válasz
zolikaDB
#7057
üzenetére
Más kategória, és más logika.
A Tool Datában lesz konkrétan szerszámtípus választható, az NC-központozótól a síkmarófejen át a menetfúróig. A dolog szépsége, hogy a 3D grafikán is úgy jelenik meg. No, azt kell belőnöd, mert értelemszerűen pl egy "kegelsenker"-t nem fog engedni zsebet marni. Most az nem százra biztos, hogy itt kell megadnod a max süllyedési szöget is, vagy a ciklusban. Csak rámpázásnál vigyázz, mert kanyarodni nem tud, mindenképp egyenes lejtőt szerkeszt. Ettől anno kissé agyas lettem, és az egyik fő ok ez, amiért utálom a MG-ot.
Ja és szerszámtárat én már csak hosszot mérni használok, sugárértékekre csináltam programozni M-funkciót, így a program közben bármikor tetszőlegesen tudok korrigálni. Így pl nagyon könnyű és kellemes sarkos lapkás fejjel egyszer nagyolni, rádiuszt átirni, szerszámot újra hívni, majd simítani, mindezt egyetlen starttal.
[ Szerkesztve ]
nchelp
-
#7060
 BÁ Nutrition
addikt
Klaus Duran
#7058
BÁ Nutrition
addikt
Klaus Duran
#7058
BÁ Nutrition
addikt
válasz
 Klaus Duran
#7058
üzenetére
Klaus Duran
#7058
üzenetére
az nem biztos hogy a gép xar. sok oka lehet.
youtu.be/KKSQtQqLVdU ill "az a 10 ember ide, aki benne van a "kis" csoportba, többiek meg huzzanak""
-
#7062
 csiziktomi
senior tag
Klaus Duran
#7026
csiziktomi
senior tag
Klaus Duran
#7026
csiziktomi
senior tag
válasz
Klaus Duran
#7026
üzenetére
köszönöm

-
zolikaDB
veterán
Jo, jo, vagom en

Na, a lenyeg, h ebben a gepben a ciklusban kell megadni a sullyedes szoget, es hogy hany tengelyen tegye ezt. Es itt nincs rampen. 3 tengelyen a biztonsagi magassagra sullyed FMAX-al, majd innen befejel az anyagba. Szog beallitva 5 fok, sullyedes 3 axis...
Mondjuk egy programban ugyanazzal ugy is lehet nem, h a G43-ban mas sugarkorrekciot adsz meg? Van a T1 R12.5, nagyolasnal G43 H1 D2 (ami pl R12.7), simitasnal G43 H1 D1? Mar ha nem vagyok tisztaban a te modszereddel
-
TGWH
őstag
válasz
zolikaDB
#7063
üzenetére
Majdnem. Azt írta, hogy M kóddal. Majd megmondja mibe piszkál bele. Lehet írni egy saját üregmaró ciklust is, sok lehetőség van.
Szeretném harsogni kétkedők fülébe, Szeretném égetni reszketők lelkébe, Lángbetűkkel írni véres magyar égre: Ez a hit a fegyver, hatalom és élet, Ezzel porba zúzod minden ellenséged, Ezzel megválthatod minden szenvedésed. E jelszót, ha írod lobogód selymére, Ezt, ha belevésed kardod pengéjébe
-

golyani
addikt
Hát én fanuc 31i-vel kezdtem el ismerkedni, de nekem valahogy nem szimpatikus. Lehet ennek azaz oka, hogy a G kódokból egyetemen csak az alapokat oktatják, de a beépített ciklusok is kuszábbak voltak, mint 840D-n. 840D-n a ciklusok olyan faszán megvannak csinálva, nálam eddig az jött be a legjobban. iTNC530-ot meg Topsoliddal CAM-mel szoktam izgatni 2,5 és 3D-ben, ott még az 5D-t kéne megtanulni meg prímán összelőni a posztot a géppel.
[ Szerkesztve ]
-
nchelp
tag
válasz
 golyani
#7066
üzenetére
golyani
#7066
üzenetére
Mindenki rühelli a Fanucot, amíg bele nem jön... Én napi szinten nyüstölöm a 31-est. Olyan, mint az unicum, amíg legalább egyszer be nem rúgtál tőle, addig húzod a szád
Amit az egyetemen oktatnak alapvetően CNC-ből, azért meg kötél járna jobb helyeken. Rögtön tegyük is hozzá, hogy de facto otthon semmilyen vezérlőre nincs tisztességes iskolaszintű képzés. Tanfolyami szinten is egyetlen embert ismerek, akit valóban merek ajánlani.Ha a 840-es ciklusai tetszenek, akkor inkább a HH-nél kezdd el azt a részt feszegetni, utána a Siemens labdába nem rúg.
nchelp
-
zolikaDB
veterán
-
TGWH
őstag
válasz
zolikaDB
#7075
üzenetére
Akinek pici gépe van, nem vállal nagy melókat. Akinek nagy gépe van, nagy tőkéje is. Volt aki elvállalt háromszor akkora ko-s lemezt, mint a legnagyobb gép asztala
10es marónál persze nem vett nagyobbat, marj bele fél négyzetméter zsebet! hát eltartott egy darabig...
Ha meg vesz nagyobb gépet, holt biztos hogy arra is elvállal túlméretes darabokatSzeretném harsogni kétkedők fülébe, Szeretném égetni reszketők lelkébe, Lángbetűkkel írni véres magyar égre: Ez a hit a fegyver, hatalom és élet, Ezzel porba zúzod minden ellenséged, Ezzel megválthatod minden szenvedésed. E jelszót, ha írod lobogód selymére, Ezt, ha belevésed kardod pengéjébe
-

BinLaden
tag
Helló!
nálunk a kapos atlasnál is vannak ilyen nagy gépek pl. a képeken látható fermat
vagy a mazak amin én vagyok, kb 110 db szerszám fér beleSürgős hívásom volt. A fiamért kell mennem. Az iskolába, ugye Torrente? Figyelj! Te dobjál be valamit.. Egy whisky-t vagy a f@szom tudja mit, csak ne lábatlankodj itt ...
-
TGWH
őstag
válasz
 BinLaden
#7077
üzenetére
BinLaden
#7077
üzenetére
A régi csepelre is felfér annyi, oszt kb. egy négyzetméter az asztal
Akkor még nem rúgtak ki?Szeretném harsogni kétkedők fülébe, Szeretném égetni reszketők lelkébe, Lángbetűkkel írni véres magyar égre: Ez a hit a fegyver, hatalom és élet, Ezzel porba zúzod minden ellenséged, Ezzel megválthatod minden szenvedésed. E jelszót, ha írod lobogód selymére, Ezt, ha belevésed kardod pengéjébe
-
BinLaden
tag
csepel is van, igaz el van dugva leghátulra, 50-60 biztos hogy van rajta
több évtizednyi szakmai tapasztalattal rendelkező aranykezű szakit hogy a fenébe rugnának ki Sürgős hívásom volt. A fiamért kell mennem. Az iskolába, ugye Torrente? Figyelj! Te dobjál be valamit.. Egy whisky-t vagy a f@szom tudja mit, csak ne lábatlankodj itt ...
-
TGWH
őstag
válasz
BinLaden
#7081
üzenetére
Rólad volt szó, nem a csepelről
Szeretném harsogni kétkedők fülébe, Szeretném égetni reszketők lelkébe, Lángbetűkkel írni véres magyar égre: Ez a hit a fegyver, hatalom és élet, Ezzel porba zúzod minden ellenséged, Ezzel megválthatod minden szenvedésed. E jelszót, ha írod lobogód selymére, Ezt, ha belevésed kardod pengéjébe
-
TGWH
őstag
válasz
zolikaDB
#7090
üzenetére
Most azért is a cnc beszélgetős témába írom amit tudok
Szeretném harsogni kétkedők fülébe, Szeretném égetni reszketők lelkébe, Lángbetűkkel írni véres magyar égre: Ez a hit a fegyver, hatalom és élet, Ezzel porba zúzod minden ellenséged, Ezzel megválthatod minden szenvedésed. E jelszót, ha írod lobogód selymére, Ezt, ha belevésed kardod pengéjébe
-
golyani
addikt
válasz
zolikaDB
#7089
üzenetére
Topsolid, azért itt is eltudom érni, hogy kevés legyen a 4Gb ram. NX-be modellezgetni szoktam, de mostanában azt is Topsolidba csinálom, mert nem hazavivős a licensz. MasterCAM-et sem ártana megtanulni rendesen, de, hogy lehessen vele gyakorlatozni, kéne hegeszteni hozzá egy postot.
-
#7095
Klaus Duran
senior tag
BÁ Nutrition
#7094
Klaus Duran
senior tag
válasz
BÁ Nutrition
#7094
üzenetére
Még mindig jobb mint a technológus nevét üvölteni a műhelyben, mert keveri a g41/g42-öt. Érdekes módon csak élletörésnél.

A Doctor nem hal meg, csak átalakul. https://www.youtube.com/watch?v=0C3zgYW_FAM
-
zolikaDB
veterán
válasz
golyani
#7093
üzenetére
NX-hez kollega 16GB-ot használt, h gördülékenyen menjen a munka. Láttam szenvedni a 4GB-nál, mondjuk sokszor generált 20-30MB-os progikat, most 70-80MB-os is sikerül
Na, CNC. Szabolcs, nem OK valami a 6005-ös paraméterrel, nem tudom élesíteni: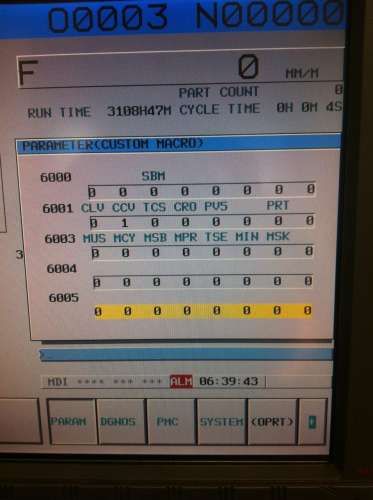
Másik, valaki dolgozik ilyen tokmánnyal? A WTE egy 100€-ssal drágább, nekem meg kellene vagy 6db.

[ Szerkesztve ]
-
zolikaDB
veterán
A hibauzenet a parameter write enabled miatt van.
Tkp nem tudom, h a 6005-os sorban melyik erteket kell atirni 1-re?
Tokmany: jo, szereted? Pontos? A csavarja mekkora? Azert kerdem, mert ha "kicsi", akkor a menetemelkedes miatt sokat kell csavarozni. Van masikfajta Atorn-om, de azt epp emiatt nem szeretem, szorul is picit es sokat kell csavargatni. (Meg nem pontos, mondjuk errol az elodok talan tudnanak meselni.)
Beszaras ez a kis taszter: Tschorn[ Szerkesztve ]
-
nchelp
tag
válasz
zolikaDB
#7098
üzenetére
A hibajelzést Reset+CAN egyidejű nyomásával ki tudod lőni.
A megfelelő bitet holnap megsasolom a gépemen, oszt áttolom mailbe/ba... De majd valamikor délután, mert délelőtt kiszállításom van 2 is.
Az összes ilyen fúrófejjel sokat kell tekergetned. Pontosan emiatt szabadna csak nyomatékkulcsot használni hozzá, mert a durva lassú áttétel miatt szorít akkorát, hogy behasogatja a fúrószárat.
A másik nálatok valszeg azért szorul, mert valaki már széjjelbarmolta benne a csúszófelületeket, valszeg kiselefánttal tekertette a kulcsot... A pontossága így 4 év használat után: (első és egyetlen gazdája vagyok) vettem Wexo-tól veldonszáras kisfúrókat... De mindegyik 6-os veldonom foglalt volt épp, így ebben a fejben lett tesztelve Eddig csak az 5-öst próbáltam, de az minden komolyabb gond nélkül azonnal "lehrdornra" dolgozik ebből a fejből... mindezt eddig csak normál húzott St37-ben és C45-ben teszteltem, de átlag 35 méter mehet neki, és kb tized tolás /ford.A hagyományos fúrók is szépen futnak vele, és ha én köszörülöm, nem a gyártó, akkor általában 1 tizeden belül hozza is a méretet, ha a szárat óráznám, simán 2 századon belül szaladna.
[ Szerkesztve ]
nchelp






















![;]](http://cdn.rios.hu/dl/s/v1.gif)
 .
.



Új hozzászólás Aktív témák
● nem beszélgetős OFF topic!

Állásajánlatok

Cég: Ozeki Kft.
Város: Debrecen

Cég: Alpha Laptopszerviz Kft.
Város: Pécs