Új hozzászólás Aktív témák
-

zolikaDB
veterán
válasz
 Radeon.Z
#359
üzenetére
Radeon.Z
#359
üzenetére
Én az Industrián láttam Mazakot, és akkor láttam először nagy gépet, Mazakot, meg hajtott szerszámos esztergát. Nekem nagyon tetszett, de akkor még közöm nem volt a CNC-hez.
Elég fura, hogy ilyen régóta dolgozol CNC, és nem láttál Heidenhaint. Bár van vezérlőjük esztergára (nálunk is), de inkább marón népszerű. Szeretik, mert viszonylag egyszerű, szájbarágós, párbeszédes. (egyesek szerint a Hurco egyszerűbb.) De mondjuk a szabadkontúr készítésénél meg kell érteni a tervezők logikáját, onnantól az is megy. Mivel ez is német, ezért a germánoknál népszerű, a Siemens mellett, de pl Bloodpandus Hurcon melózik. -

Róth
aktív tag
válasz
Radeon.Z
#366
üzenetére
"Viszont nevetséges, hogy a 2 éves Mazakunkon Windows van, de USB nincs, a régit ne is említsem. Egy ilyen komoly márkánál azért...."
Nincs ebben semmi különös. Az Okuma kábé egy éve szállít USB-s gépeket, azelőtt csak floppy volt. Viszont a legújabbak is csak 2 MB memóriát adnak az alkatrészprogramhoz. Ha ennél hosszabb a progi, akkor DNC-t kell rendelni egy csomó pénzért. A japán brandok nagyon konzervatívak ilyen szempontból.
Tiit, tiit, tibadam, tibadam!
-
Róth
aktív tag
válasz
Radeon.Z
#378
üzenetére
"Köszi"
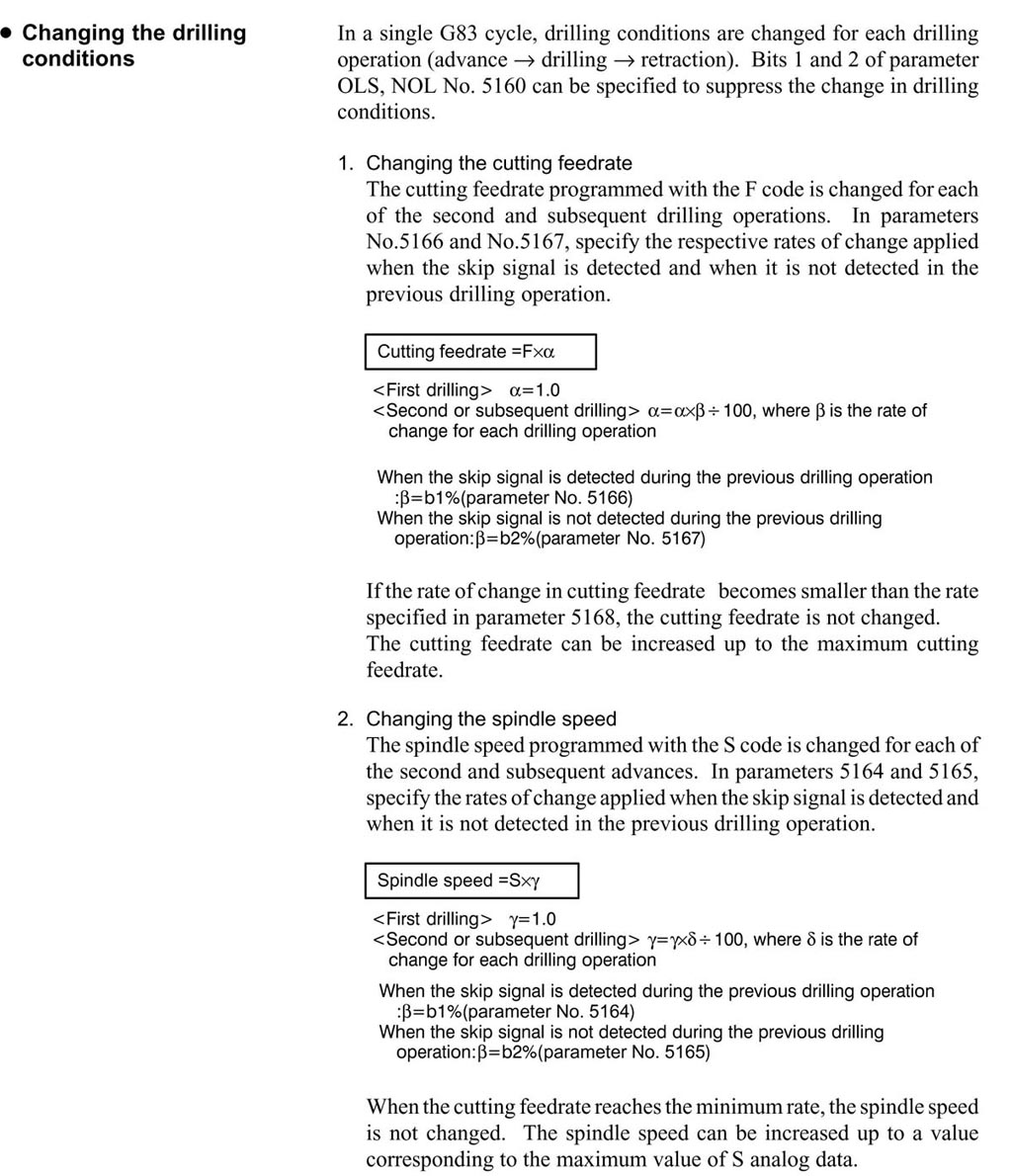
Ne köszönd, mert hülyeséget tettem fel. Most látom, hogy egy adott furaton belül nem lehet módosítani az előtolást és a fúrási szakaszok mélységét, csak külön furatonként (az egyik furatban ennyi, a másikban annyi). Mondjuk, ennek nem tudom, mi értelme van

Tiit, tiit, tibadam, tibadam!
-
Róth
aktív tag
válasz
Radeon.Z
#377
üzenetére
"és elég nagy a tárhely kapacitás (az újabbakon legalábbis)."
Mennyi a tárhely? A mazakot nem ismerem.
Tárhelyileg a Heidenhein a legjobb (eddigi ismereteim szerint), mert a vinyó teljes kapacitása rendelkezésre áll az alkatrészprogram számára.
Tiit, tiit, tibadam, tibadam!
-
Róth
aktív tag
-
#395
 BloodPandus
csendes tag
Radeon.Z
#394
BloodPandus
csendes tag
Radeon.Z
#394
-
#403
 Szaki-sldzzt
csendes tag
Radeon.Z
#402
Szaki-sldzzt
csendes tag
Radeon.Z
#402
Szaki-sldzzt
csendes tag
válasz
Radeon.Z
#402
üzenetére
Haliho!
 De rendes vagy persze hogy érdekel!
De rendes vagy persze hogy érdekel!
át tudod küldeni e-mailben?
hard41@t-online.hu
Ma telefonáltak hogy még egy hétig maradjak táppénzen.. ugyhogy idöm lesz még tanulni
Nem az hogy megijed a vezérléstöl az ember, de másabb. meg nincs grafika a gépen. az nem utolso dolog ha az ember látja hogy a gép szerint mit csinált -
#405
Szaki-sldzzt
csendes tag
Radeon.Z
#400
Szaki-sldzzt
csendes tag
válasz
Radeon.Z
#400
üzenetére
Most ezt a tizedespontot nem is tudom. mert Haas gép de mikor rákérdeztem azt mondták sima fanuc a szoftvere. akkor talán nem kell.kiprobáljuk max
 mert a haas szoftverje valami keverék nem? Emlékszem rá voltak ilyen gépek a régi csarnokunkban, valami teszt gépek voltak de durva volt hogy az egyik egy héten 5 napot állt valami hiba miatt.
mert a haas szoftverje valami keverék nem? Emlékszem rá voltak ilyen gépek a régi csarnokunkban, valami teszt gépek voltak de durva volt hogy az egyik egy héten 5 napot állt valami hiba miatt. -
#408
Szaki-sldzzt
csendes tag
Radeon.Z
#406
Szaki-sldzzt
csendes tag
válasz
Radeon.Z
#406
üzenetére
Hú
Köszi! ez igen jo kép Ezen már látom végre rendesen köszönöm mégegyszer. Hát lehet h stabil, de azok a teszt verziok nem voltak azok.. ami egy gépen elöjöhet hibaként az elö is jött. De ugyis meglátom majd ha ott tartok addig nem tudok ugyse olyan véleményt mondani amit alá is tudok támasztani Te jobban ismered.
ez igen jo kép Ezen már látom végre rendesen köszönöm mégegyszer. Hát lehet h stabil, de azok a teszt verziok nem voltak azok.. ami egy gépen elöjöhet hibaként az elö is jött. De ugyis meglátom majd ha ott tartok addig nem tudok ugyse olyan véleményt mondani amit alá is tudok támasztani Te jobban ismered. -
#411
Szaki-sldzzt
csendes tag
Radeon.Z
#410
Szaki-sldzzt
csendes tag
válasz
Radeon.Z
#410
üzenetére
Hát köszönöm szépen.
jó ez. hasonlit^^ ediig mindent megtaláltam rajt amit kerestem
amire engem fognak tenni azon van tábla. g kodok m kodok.. szal elég sok minden rajt van, csak meg kell görnyedni ha el akarod olvasni meg.. jobb szeretem fejböl nyomni az ilyesmit.. már amit gyakrabban használ az ember..
Milyen extra segítséget tud például? -
#414
BloodPandus
csendes tag
Radeon.Z
#413
BloodPandus
csendes tag
válasz
Radeon.Z
#413
üzenetére
A Hurco programmentéskor menti a programot, a komplett aktuális szerszámtárat, és a munkadarab nullpontját. Tehát mindent.
Marónál azért ritkán fordul elő, hogy az a szerszám, azzal a satuval, és azzal az ütközővel 2 hét múlva is ott lesz...De néha nagyon jól jön, mikor le kell állni valamiről egy másik kedvéért, és utána vissza.

-
zolikaDB
veterán
válasz
Radeon.Z
#427
üzenetére
A titán és társai jó kis anyagok. Ilyen szockomm fúrós szakmunkás könyvben olvastam, h fúrógépen (elméletben!) majd 20 ezres fordulatszámot, és kézi előtolást igényelnek.
Namost, amit én simítottam marón, az egy 900 átmérőjű, 500 hosszú/magas darab volt, jópár tonna, 1.5 mm ráhagyással, csakhogy valami olyan gané alapanyagból készült (nem abból, amiből papíron megtervezték!!!!), hogy a magassága 4mm-el, keresztben pedig 3 mm-el elment. És gondolj bele:
1, 450 hosszon kellett simítani: lehet több hosszúságú szerszámmal, jobb esetben az új szerszámnál látszik a váltás, "csík" lesz a felületben, a szerszámosok örömtáncot járnak, h kicsiszolják
2, egy 450 hosszú szerszámmal, de ugye a kinyúlás miatt, meg, h 40-50 HRC az anyag (ami nem is kemény annyira), a szerszám "kihajlik", méretproblémák, alakhiba, és azért kell lapkát is cserélni, tehát az eredmény a csíkozódás...Nem fenékig tejföl a forgácsolás
-
#466
 CounterBoci
senior tag
Radeon.Z
#465
CounterBoci
senior tag
Radeon.Z
#465
CounterBoci
senior tag
válasz
Radeon.Z
#465
üzenetére
Mi hagyományos esztergán 4-500-as átmérőket is megmunkálunk, és bizony jobb, ha bepötyögöm számológépbe a vágósebességet, hogy mekkora fordulatot válasszon a melós. Éltartamban sokat számít, még kisebb átmérőknél is. Mondjuk az is igaz, hogy lapkás kések vannak a csúcsesztergákon is. Gyorsacél nem is bírná azt az anyagminőséget amivel dolgozunk.
-
-
Róth
aktív tag
válasz
Radeon.Z
#520
üzenetére
"Én személy szerint csak keményebb anyagnál, és 30-as átmérő felett használok G96-ot, ott már befolyásolja az éltartamot"
Nem a konkrét átmérő a lényeg a G96 alkalmazásához, hanem az adott munkadarab átmérőkülönbsége. Ha leszúrsz egy 10 mm átmérőjű munkadarabot (X-1 mm-ig), akkor feltétlenül ajánlott. Ha viszont olyan munkadarabot átmérőzöl, amelynek a legkisebb átmérője mondjuk 25 mm, a legnagyobb pedig 40 mm, akkor nem feltétlenül muszáj bekapcsolni a G96-ot.
Tiit, tiit, tibadam, tibadam!
-
-
#627
 Intruder A 6
aktív tag
Radeon.Z
#626
Intruder A 6
aktív tag
Radeon.Z
#626
-
#630
Intruder A 6
aktív tag
Radeon.Z
#629
Intruder A 6
aktív tag
válasz
Radeon.Z
#629
üzenetére
Álltalában 2 gépen dolgozok, van hogy 3-an de kettő folyamatosan megy!
1-2db-os szériák vannak nagyon sok beállás van naponta van hogy gépenként 6-8-is!
Már nagyon kezd elegem lenni, sokan csak a megmunkáló központ mellet üldögélnek egész nap ami megy 2-3órákat 2db-al én meg rohangálok a 2db eszterga között, és a pénzem meg sem közeliti az övéket
-

korvics
csendes tag
válasz
Radeon.Z
#629
üzenetére
Nálunk 2 müszak van, van egy megmunkáló központ hdh-maho meg még egy pár forgácsoló gép. (eszterga 200,400 , sik,palást köszörű meg egy véső,marómü. Ezeket használgatom egyedül, mikor melyik kell.
De az a havi huszon-harminc nap munka, hosszú távon elég durva!
Én inkább otthon túlórázok a házon meg a kerten.
Gondolom a bruttód nem a normális. És szerintem az is számít.[ Szerkesztve ]
Pozitívan vagy negatívan - De mindenképpen valahogy!
-
korvics
csendes tag
válasz
Radeon.Z
#633
üzenetére
Pont erre gondoltam a normálissal, mert kisebb cégeknél hajlamosak a járulékok miatt, egy kicsit a minimálbér felett fizetni pl:br.90-100e a többit meg zsebbe, mikor mennyit.
Vagy a másik a mozgó bér, havi 10-60e a fizun felül, amit nem tudsz előre mennyi lesz, mert sehogy se egyezik a túlórákkal és természetesen pofára megy.
Keleten ezek a jellemzőek. Meg persze a Nemzetközi cégek amiknél lazább a munka, a fizetés meg olyan közepes br200e körül ott viszont nem nagyon jellemző a túlóra.
Ide viszont bekerülni nem olyan egyszerű.Korábban én is dolgoztam siemens vezérlésű revolverfejes esztergán, heti egy két át állással ha épp rám jutott.
De ez inkább "zöld gomb nyomogatós" meló volt folyamatos 4 műszakban. Nem volt nekem való, Az alap szakmám is szerszámkészítő, erre jött még a gépi forgácsoló meg a cnc-forgácsoló meg egy kis hegesztő és ráadásnak egy kis nehézgépkezelő: targonca, hiddaru meg ilyesmik. No de a jó pap holtig tanul.
Pozitívan vagy negatívan - De mindenképpen valahogy!
-

nchelp
tag
válasz
Radeon.Z
#1388
üzenetére
Nem is tudod, mennyire igazat szóltál.
Meséli a góré naponta, mikor elnézegeti, hogyan dolgozok, hogy előttem a srác mit művelt.
3 szinte teljesen új állapotban lévő gépet vett anno, az egyik 5 tengelyes volt. A "kolléga", az a nagytudású, kvalifikált német szakerő mind a hármat majdnem fémhulladékká zúzta. A góré az öttengelyest eladta, miután főorsózta, valamint kicserélte a kupplungot a körasztalhoz...
A másik nagygépen a második főorsó van gallyra vágva, Most próbálok kis stexet gyártani a köszörüléséhez. X-tengelyen golyósorsó és anya lett cserélve..., Ugyanez várat még magára a kisgépen. A befogókról most inkább nem szólok.
nchelp
-
zolikaDB
veterán
válasz
Radeon.Z
#1390
üzenetére
Hihetetlen, de kevés emberrel találkoztam még én is, akinek flottul ment volna a fúró/maróköszörülés. Mert az egy dolog, h tudja, mit kell csinálni, meg hány fokban, és nem látja jól, azért visz +/- pár tizeddel többet/kevesebbet a szerszám. De aki csak kb sejti, h milyen is egy szerszám új korában és az alapján próbál élezni, na az sajnálatos.
-
zolikaDB
veterán
válasz
Radeon.Z
#1392
üzenetére
Mi WNT-s unifúrót használunk, és 6-osig H7-et visz. Van olyan, h 0.005-ös futáspontosságú befogóban a majdnem új 10-es dörzsár 9.8-as furatból 10.03-at csinál... Az orsó nem bug-os, beleóráztam, 0-s. Fúrótokmányaim is újak és nullások. Simító 6H7-es keményfém fúró telibefúrva kollegának és nekem is lötyögős "H7"-et csinált...
Persze én legtöbbször aluval és vmilyen fajta műanyaggal dolgozok.Petie: te hogyan melegíted a Hurcokat? Mert ha gyári beállításokat alkalmazok melegítésnél (100, -1000, 2000), akkor egy fél óra meló után nyúlik az orsó. 0.03-ot a VMX30-ason, de a 64-esen eljutottam 0.07-ig
(raporterrel ellenőrizve az asztalhoz)
Most hogy a felső limitet 4000-re lőttem be, jobb a helyzet, néha visszallenőrizve a tasztert (mert ugye nekem az is szerszám), csak pár mikron az eltérés (haha, amikor az óra 0.01 pontosságú). De ha egy kicsit karmolok 6-7 ezerrel, nyúlik.
Mi lenne a jó megoldás? Írjam át 2000, -1000, 6000-re a melegítési beállításokat?
Síkolásnál mindig újra kell mérnem a síkolófejet...[ Szerkesztve ]
-
nchelp
tag
válasz
Radeon.Z
#1392
üzenetére
Amikor ide kerültem, a fúrók javát köszörülhettem át... Sajnos a lapkás fejekből újat kellett rendelnem, de amióta látja a góré, azaz kb rögtön az első hét után, hogy a szerszámot nem gépasztal marására, vagy hasonló huncutságokra használom, hanem a meló készül vele, kérhetek bármi szerszámot, ami kell, akár előre is, már rendeli...
nchelp
-
zolikaDB
veterán
válasz
Radeon.Z
#1406
üzenetére
De hogy bírod ezt? Nekme maga az is megterhelő, ha két gépen kell dolgoznom, mert a kicsin ilyen 3-4 perces széria megy, a nagyon meg álljak be egy akkora melóra, mint az asztal, és ugye azt elkúrni nem kéne, közben meg megy a kisgép, rohanjak ahhoz is, és ez 12 órában. Bár a melóhellyel hasonló a helyzetem, mint neked.
nchelp: aluban 9.8-al előfúrok, bele a 10es maró, majd a dörzsár? Tkp az lenne a lényeg, hogy a H7 alatt pár századdal készítsek furatot, és úgy bele a dörzsár? -
nchelp
tag
válasz
Radeon.Z
#1411
üzenetére
Igaz, egyedül vagyok a cégnél, mert egyrészt nemrég költözött ide, azaz nincs garantáltan mindig sok munka, másrészt itt "csak" 3 marógép van, de ha az egyiken belövök egy szériát, a góré rögtön odajön, hogy majd ő rakja, csak mondjam el, kell-e valamire figyeljen, meg hogy is van beállítva, hogy én utána nyugodtan tudjak figyelni az egyedizésre... És ez akkor is így marad, ha belőttem az egyedit, és utána a darab ad akár egy-másfél óra futásidőt is. Akkor sem siet szabadulni, szépen végigrakja a szériát
nchelp
-

nem_tom
őstag
válasz
Radeon.Z
#1415
üzenetére
Azt gondoltam, hogy kezdőként nem fogok azonnal nagyobb pénzt keresni. A kereset azért lényeges, mert nem akarok egy rosszul fizető szakmát választani.
Amúgy faterom gépi forgácsoló, méghozzá nagyon jó. Szóval tudna nekem segíteni/engem tanítani, az persze kérdéses, hogy nekem van-e érzékem hozzá. (félreértés ne essék, tudom, hogy van különbség a sima gépi forgácsoló és a CNC között)
[ Szerkesztve ]
-
nem_tom
őstag
válasz
Radeon.Z
#1418
üzenetére
Azt vágom, hogy CNC-zni nem fog megtanítani, mert ahhoz nem ért. De a hozzáfűződő alapok megtanulásában tud segíteni, mert gondolom nem csak programozásból áll az egész. Tudni is kell, hogy mit csinálsz, meg minden. De nem ásom mélyebbre magam, mert még egyáltalán nem értek hozzá. (félek, így is hülyeséget írtam)
-
-
nchelp
tag
válasz
Radeon.Z
#1426
üzenetére
És akkor az oktatás tartalmáról és minőségéről nem ejtettél még szót... De mielőtt elkezdek dühöngeni, inkább én sem teszem.
 Ezt a külföldi munka dolgot a CNCBankon 2-3 éve kitárgyaltuk már pár emberrel, ajánlom mindenki figyelmébe. A téma címe: Amit jobb tudni
Ezt a külföldi munka dolgot a CNCBankon 2-3 éve kitárgyaltuk már pár emberrel, ajánlom mindenki figyelmébe. A téma címe: Amit jobb tudniMellesleg a munka valóban nagyon szépen indul be mindenfelé, de még nagyon sok senkiházi sóher szemétláda tartja vissza a pénzt minél tovább, kamuflázsnak használva a "válság van" dumát. Anyja száradt csipáját van válság...
[ Szerkesztve ]
nchelp
-
nchelp
tag
válasz
Radeon.Z
#1432
üzenetére
Naná, teljes mellszélességben
De elolvasva, mit műveltél ma: röviden kifejezve, komám, te egy szép, jólfejlett címeres vagy, ha ezt csinálod. Ezt aztán nem hogy éjjel, de a nap egyetlen szakában sem csinálnám...Ma reggel fél kilencre bementem (alapból fél kilencre járok... még) Elindítottam a Robodrillen, amit tegnap délután beállítottam a mágnesasztalon, Adott másfél óra futásidőt, amellett szépen a Kondián elegyedizgettem, ma jobban csak központozni, bevégelni valók voltak. Robo kiért, átfordítottam, hátulról belőttem, leprogramoztam, újabb két óra. Vissza Kondiára aprózni, kényelmesen, ha 2-3 darab van valamiből, az már sok. Robo kiért, reszelés, és azon mára vége, mert teljes átszerelés vár rá. De hogy legalább egy gépen történjen valami, sorjázás után még visszamentem a Kondiára, befejeztem pár apróságot és ennyi. Nem kell izzadni, ha kis céget találsz a németeknél, amelyik nem a mennyiségből él elsősorban, akkor nem kell fújtatni. Jó legyen amit csinálsz, és ne zúzd le a gépet. Ezért ad most a tulaj az elején, amíg amúgy sincs egyenletesen sok munka, nettó 8.5-öt óránként... de mivel látja, mit lehet (mert van, aki kihozza) kihozni a gépeiből, már beígérte a közeljövőre a bruttó 4.5-es emelést.
nchelp









 mert a haas szoftverje valami keverék nem? Emlékszem rá voltak ilyen gépek a régi csarnokunkban, valami teszt gépek voltak de durva volt hogy az egyik egy héten 5 napot állt valami hiba miatt.
mert a haas szoftverje valami keverék nem? Emlékszem rá voltak ilyen gépek a régi csarnokunkban, valami teszt gépek voltak de durva volt hogy az egyik egy héten 5 napot állt valami hiba miatt.












 Ezt a külföldi munka dolgot a CNCBankon 2-3 éve kitárgyaltuk már pár emberrel, ajánlom mindenki figyelmébe. A téma címe: Amit jobb tudni
Ezt a külföldi munka dolgot a CNCBankon 2-3 éve kitárgyaltuk már pár emberrel, ajánlom mindenki figyelmébe. A téma címe: Amit jobb tudniÚj hozzászólás Aktív témák
● nem beszélgetős OFF topic!

Állásajánlatok

Cég: Alpha Laptopszerviz Kft.
Város: Pécs

Cég: Ozeki Kft.
Város: Debrecen