- Aliexpress tapasztalatok
- SkyShowtime
- Hálózati / IP kamera
- Adobe Lightroom topic
- Linux kezdőknek
- 3 évig még biztosan nem rendelhetünk Xiaomi EV-t
- Vodafone otthoni szolgáltatások (TV, internet, telefon)
- Milyen routert?
- Már nem az Apple a kínai mobilpiac kedvence
- A Coca-Cola következő nagy újítása az AI
Új hozzászólás Aktív témák
-
#7451
 lappy
őstag
kenyocsaba23
#7450
lappy
őstag
kenyocsaba23
#7450
lappy
őstag
válasz
 kenyocsaba23
#7450
üzenetére
kenyocsaba23
#7450
üzenetére
Mivel államilag elismert tanfolyam így el kell hogy ismerje mindenki. Na most hogy mit fogsz benne megtanulni az csak az oktatón múlik.
Ha van lehetőséged gyakorlati helyre akkor inkább kérdezd meg ott hogy x hónap múlva van e lehetőséged hogy ilyen jellegű körben foglalkoztatnának-e.Bámulatos hol tart már a tudomány!
-

spkkill
tag
válasz
kenyocsaba23
#7450
üzenetére
Szia!
A szorgalom nagyon fontos,de véleményem szerint a jó villamos alapok is fontosak.
Én nem jártam ilyen tanfolyamra,de túl jókat nem halottam róla. Papírt megkapod,de csak felületesen tanítják a dolgokat,létrában programoznak,pedig ennél sokkal többre lenne idejük. Találkoztam pár ilyen emberrel,ők mind csak a létrát értették. A munkáltató a papíroddal nem sokra megy,de ha látják,hogy tudás is van mögötte akkor tiéd a pálya. Nálunk például van tesztírás és programozási feladat ami kiszűri,hogy valóban érted-e. A Siemens tanfolyamok nagyok jók,főleg ha ismered és előtte tanulmányozod is,viszont csak oklevelet ad és elég drága.
Olvass,olvass,gyakorolj,olvass.
-
#7453
 Linem
senior tag
kenyocsaba23
#7450
Linem
senior tag
kenyocsaba23
#7450
Linem
senior tag
válasz
kenyocsaba23
#7450
üzenetére
A munkáltatók elfogadják megszerzett tudásnak ezt a tanfolyamot is jelentkezésnél, de részükről nem ez fog dönteni, hanem a megszerzett gyakorlat, tapasztalat, tudás. A PLC programozáshoz szükség van elektronikai oldalra és automatikai, esetleg mechatronikai tudásra is.
Én elvégeztem egy ilyen PLC tanfolyamot, utána elektronikait és automatikait is. Sajnos tudásban nem sokat érnek ezek a tanfolyamok, mert csak az alapokat tanítják meg 10 hónap alatt. Úgy értem, hogy ezzel a tudással élesben elvérzel.
A szorgalom hasznos, de magadtól csak tapasztalat árán tudsz tanulni. Egy ilyen szakmához pedig sok-sok év tapasztalat szükséges. Tehát hosszú az út a célod eléréséhez. A legjobb, ha van esélyed segédkezni, tanulgatni egy tapasztalt PLC programozó mellett. Viszont ez azt jelenti, hogy a munkáltatódnak türelmesnek kell lennie évekig a tudásod megszerzéséig, miközben felvehetne tapasztalt programozót is a helyedre. A másik probléma a szakmai féltékenység, amit személyesen is tapasztaltam. Ritka az olyan programozó, aki az évek alatt megszerzett tapasztalatát átadja önzetlenül. Szóval nehéz a válasz. Neked kell eldönteni, hogy a cégednél a körülményekhez képest érdemes-e belekezdened. -

crucified
tag
Sziasztok, adott egy Omron NB7W-TW01B HMI és egy Omron CP1L-E PLC. LAN-on keresztül kapcsolódnak egymáshoz (kep_1.jpg , kep_2.jpg , kep_3.jpg).
Egy bit switch-et szeretnék elhelyezni a HMI-n, ami a PLC egyik bitjét (W200.01) kapcsolja. Amennyiben a W_bitet választom az NB designerben (kep_wb.jpg), úgy meg sem jelenik a HMI-n a bit kapcsoló és kommunikációs hibaüzenetet ír ki (kep_4.jpg). Amennyiben a HMI Local Bit-et (kep_lb.jpg) választom az NB designeren belül, úgy megjelenik a HMI-n és alternate módban tudom kapcsolni, természetesen nincs kommunikációs hibaüzenet sem. De ez ugye a HMI local bitet kapcsolja, nem a PLC W_bitet.
Abban az esetben is minden rendben a HMI és a PLC között, ha nem hivatkozok a W200.01-es (vagy akármelyik PLC W bit-re). Minden esetben lefordít mindent, tehát hibaüzenet sincs.
Mit csinálok rosszul?
Köszönöm
[ Szerkesztve ]
-

byte-by
tag
válasz
 crucified
#7454
üzenetére
crucified
#7454
üzenetére
halo
ha bit switch-et akarsz kirakni , akkor szét lehet választani a read és a write oldalt.
kapcsold ki a " Make Read Adress and Write Adress the Same " opciót, mert így csak a read oldalt tudod szerkeszteni, automatikusan ezt írja be a write oldalnak is, az OK után.ezután már adhatsz a write oldalnak is külön címet.
mivel bit switch-ben gondolkozol, javaslom a momentary kapcsolást a "Bit Switch" fül alatt, mert jobb ha a hmi nem tartja a bitet, ezt old meg a plc-ben, és lehet figyelni egy segéd bitet, hogy be van-e kapcsolva vagy nem.vagy használj bit buttont, bár ebben az esetben külön kell megvalósítani a figyelést.
nem tudom miért nem jelent meg a switch. ha behúzod a felületre akkor megjelenik a beállítás, ha minden oké, akkor előbb a helye jelenik meg és kattintás után az elem. utána még alakíthatod.
-

molntomi
csendes tag
Sziasztok!
Nem teljesen PLC-s kérdéssel fordulnék hozzátok, de hátha valaki foglalkozott már vele.
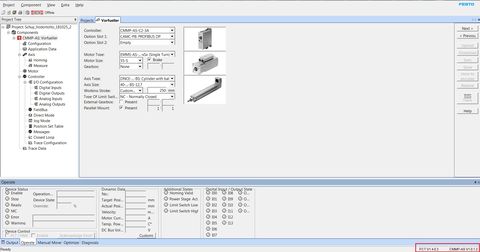
Van egy S7 IM151-7 CPU típusú PLC és Profibus-on csatlakozik hozzá 3 servo vezérlő.Vezérlők: Festo Motorcontroller CMMP-AS-C2-3A (550041) típusúak.
Na a probléma a következő ebből az egyik teljesen elfüstölt, de semmi baj megrendelve egy másik vezérlő a követő verziója (CMMP-AS-C2-3A-M3).
Szerencse, hogy a háromból 2 vezérlő ugyanazt hajtja végre.
Viszont az adatokat, pozíciókat a meglévő még jó vezérlőből ki kellene menteni, de a Festo Configuration Tool FCT programot még nem használtam, van-e itt esetleg olyan aki már bűvészkedett vele?A kérdéseim hozzá:
- Online módban letudom tölteni úgy is az adatokat, hogy nem configurálom az eszközt, hanem ezt a program elvégzi magától?
- Ha csinálnék egy backup-ot (nem tudom lehet-e) , azt rátölthetném az új vezérlőre?Előre is köszönöm hogyha valaki tud segíteni!
Addig persze kutatok én is utána. míg meg nem jön a vezérlő.
-
byte-by
tag
válasz
 molntomi
#7458
üzenetére
molntomi
#7458
üzenetére
halo
nagyon én sem használtam,de nem vészes a dolog.
maga a programmal (festo FCT) el lehet menteni az eredeti verziót.
ugyanúgy megnyitva rá lehet tölteni az újra.de! előtte a projekt fában a " Configuration" alatt, ahol a "Drive Configuration " van, ott ki kell cserélni a
controllert az M3-ra.
itt egyszerre megtalálható a kontroller a motor és a tengely típusa is.nem okoz majd problémát kicserélni, mert a 3A váltótípusa a 3A-M3 és alapból fel fogja ajánlani.
lásd fotó.vigyázz, mensd el máshova is az eredetit, mert visza alakítani nem sima ügy, ha probléma van.
azért mégegyszer hozzáteszem, én sem vagyok túl járatos benne.
érdemes egyébként a festo-nál megejteni egy telefont , ha bizonytalan vagy.
-
byte-by
tag
válasz
molntomi
#7460
üzenetére
halo
én nem tudok online menni, de gondolom ha kapcsolódsz akkor letölti a paramétereket.
a kapcsolat beállításait én nem tudom, nincs ilyen vezérlőm, erre nem tudok pontos választ adni.
de feltételezem ez a saját programjával nem okozhat nagy gondot. a letöltött paramétereket el lehet menteni, majd módosítani és rátölteni az új vezérlőre.érdemes egyébként a súgóját használni, ott esetleg található információ erről.
én ezt találtam, alatta gugli fordítóval.Establishing an online connection
Establish an online connection. The "Synchronize project and device data" dialog box is displayed. Select "Upload" (the only possible action). This copies all data from the motor controller into your FCT project.If a password has been assigned, you must enter it before you can change parameters in the motor controller.
Carrying out necessary steps
You can carry out all necessary parameterisation and optimisation steps if there is an online connection (discernible by the green online symbol in the toolbar).Online kapcsolat létrehozása
Online kapcsolat létrehozása. Megjelenik a "Projekt és eszközadatok szinkronizálása" párbeszédpanel. Válassza a "Feltöltés" lehetőséget (az egyetlen lehetséges művelet). Ez az összes adatot átmásolja a motorvezérlőből az FCT projektbe.Ha jelszót adtak hozzá, meg kell adnia, mielőtt megváltoztathatja a motorvezérlő paramétereit.
Végezze el a szükséges lépéseket
Az összes szükséges paraméterezési és optimalizálási lépést végrehajthatja, ha van egy online kapcsolat (az eszköztáron látható a zöld online szimbólum). -
crucified
tag
válasz
 byte-by
#7455
üzenetére
byte-by
#7455
üzenetére
Szia, köszönöm. Végül a PLC és HMI kommunikációja között volt a gond, Omron-os kollégák segítettek. A Cx-Programmer Built-in Ethernet fülön belül a FINS/UDP Setting-ben kell beállítani a Conversion-t Combine-ra és az IP Address Table-ben is hozzá kell adni az IP címet. Onnantól kitesz bármit a képernyőre és tudom a W biteket állítani, mivel kommunikál egymással a PLC és a HMI Ethernet-en keresztül.
De nagyon köszönöm a segítséget.
Üdv
-
byte-by
tag
válasz
crucified
#7462
üzenetére
halo
érdekes. ezek alapbeállítások, természetesen az IP címet a subnet-maskkal együtt be kell írni, így kap az ethernet modul IP címet.
de van olyan gépünk ami Auto (dinamic) vagy IP adress table beállítással működik és megy az NB-vel sőt NV-vel is.
de azért írtam, hogy nem tudom miért nem rakja ki a switchet.
megint tanultunk valamit. -
molntomi
csendes tag
válasz
byte-by
#7459
üzenetére
Nagy nehezen sikerült vele a kapcsolat, és leszedtem a programot, a nagyobb baj csak most jön, mert version száma V1.0.1.3, és itt viszont nem tudom, hogy lehetne a CMMP-AS --- M3 átállni......
Nem szívesen kezdeném beállítani egy új projektbe az adatokat, nem tudom mit állíthatok el sajnos.Itt esetleg tudod, hogy lehetne hardvert váltani??
[ Szerkesztve ]
-
byte-by
tag
válasz
molntomi
#7464
üzenetére
ez egy ingyenes szoftver a festo oldalán le lehet tölteni a frisset.
arra kell figyelni, hogy a CMMP-AS verzióhoz készült plug-in legyen.
abban benne lesz a módosítás lehetősége, felajánlva az M3-as verziót.
úgy ahogy az én verziómban lehet látni.
de, ahogy nézem ez is legördülő meüvel rendelkezik, ha nincs benne az M3-as, akkor töltsd le az újabb szoftvert.
mint, jeleztem az én környezetemben nincs ilyen vagy ehhez hasonló vezérlő, de a szoftvere alapján ez
tűnik logikusnak.talán ez a link használható:
https://www.festo.com/net/hu_hu/SupportPortal/default.aspx?cat=1528&tab=4&s=t#result
-

Patonce
újonc
Sziasztok!
Részben plc-s, részben présgép-szerver problémával fordulnék hozzátok, igazából nem nagyon tudom, hogy hova kellene ilyen kérdéssel fordulnom, szóval inkább leírom a gondomat.
Van egy présgépünk (Tox Pressotechnik préshengerrel), ehhez 2 controller modulunk (CEP400 és EPW400), a gondom pedig az lenne, hogy nem tudom, hogy hogyan tudnám préselés után az adatokat elmenteni egy számítógépre.
A Tox szervert sikerült létrehoznom a számítógépen, viszont sehol sem találom a szerver beállításoknál a PC-n, ahol megtudnám adni, hogy a 2 controller által küldött adatokat hova mentse el..
Aki csinált már esetleg ilyet és tudna ebben segíteni azt nagyon megköszönném!
-

Szirty
őstag
Sziasztok!
Van valaki aki ismeri a Lenze 8200-as sorozatú frekvenciaváltókat?
Milyen paramétert nézegessek hogy rávegyem arra hogy a setpointot (motor sebességet) ne a 8-as terminálon várja (analóg bemenet) hanem a készülékre rakott EMF2131IB profibus modul határozza azt meg?Jó, tudom hogy google meg RTFM, nézegetem is a doksit, de valahogy nem áll össze a kép.
LECOM modult emleget, ami egy RS232/485 vagy száloptikás komm. modul, meg PID controller setpointot (nekem nem az kell).A probléma előzménye hogy egy ilyen készülék tönkrement, a paraméterei elvesztek, az újat működésre kellene bírni.
-
Szirty
őstag
válasz
 moseras
#7469
üzenetére
moseras
#7469
üzenetére
Szia moseras!
Köszönöm hogy gugliztál helyettem! Az én kísérleteim zsákutcába futottak. Kb 4 PDF-et töltöttem le (mind eltérő kicsit).
Igen megtaláltam a C001 paramétert is mint setpoint source.
Mindegyik doksiban amit leszedtem ez áll: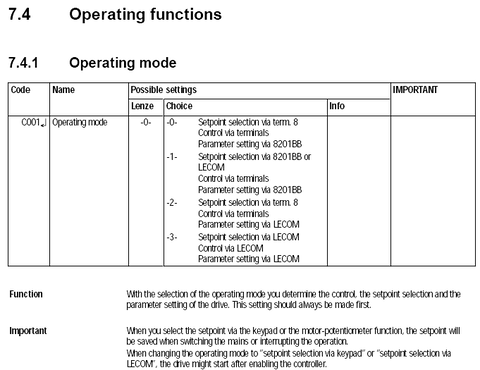
Sehol nem volt szó AIF-ról meg 233x modulról

A LECOM-nál dobtam le a szíjat...Ha még kéznél van a link bedobnád ide hogy ezt a PDF-et leszedhessem?
Nagyon köszönöm a segítséget!
-

moseras
tag
Üdv!
Első kép:
És itt a -> 7.1.1 Setpoint source selection (vigyázz, ez 2133IB, és nem pedig 2131IB, nem tudom, hogy mi a különbség)
Második kép:
Ebben pedig a 297.-ik oldal (pdf szerinti számozás szerint), ott van szó a C0001 paraméterről.
Imi.
-
#7473
 Miertvansote
tag
Miertvansote
tag
Miertvansote
tag
Sziasztok!
Szeretnék, egy programot készíteni, ami figyeli egy gép paraméterének változását.
A következő képen működne: Egy tartály töltésről van szó. Amikor elkezdődik a töltés beleíródik egy tagbe az aktuális vízszint, átunna az átfolyásmérő jelét felhasználva 50 literenként meg kellene vizsgálni az aktuális vízszintet, megvan pontosan hogy mennyinek kell lennie, de ha bizonyos határok között van az érték már az is megfelel, de ugye 50 literenként fel kell emelni a limitet is és mindig a limit között kell lennie a vízszintnek.Ezt szeretném megcsinálni létra diagramban. Holnap vagy holnapután mutatom hogy mire jutottam. Ha valaki segítene ebben azt szívesen fogadnám köszönöm.
Üdv.
-
byte-by
tag
válasz
 Miertvansote
#7473
üzenetére
Miertvansote
#7473
üzenetére
halo
jó lett volna tudni milyen fejlesztő környezet, milyen vezérlő, milyen jelet kapsz az áramlás mérőtől?
ha van áramlásmérő és már az elején tudjuk az aktuális szintet akkor miért kell 50 literenként
ellenőrizni a szintet és miért kell emelgetni 50 literenként a limitet? -
Miertvansote
tag
válasz
byte-by
#7474
üzenetére
Hello
Kérdéseidre válaszolva,
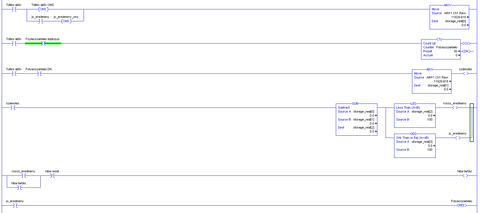
AB plc RSlogix5000.
Áramlásmérő jele: 4-20mA
Pontosabban a felső és alsó limitpárt kell emelni, minden 50 liter után kb 150 pontal ha 31208 nak vesszük a 20 mA, ez azért kell hogy nem csak az elején meg a folyamata végén legyünk biztosak abban hogy, nincs túl sok vagy kevés folyadék a tartályban, hanem azért is kell, hogy a töltés közben ha elszivárogna, vagy máshonnan is folyna bele akkor azt tudjuk detektálni, remélem érted hogy mit szeretnék így már. Elnézést ha zavarosan fogalmaztam/ok.
-

Tomika86
senior tag
Sziasztok!
Winccben hogyan tudom megoldani a következőt plc programmódosítás nélkül?
Van egy képernyő ahol menüpontok vannak amik másik oldalakra visznek.
Van egy programozó kulcs, I4.0 bemenet a Plc.
Mondjuk egy gépparameterek menüpontba csak akkor léphetnek be ha az I4.0 aktív.
Ezt eddig meg is tudtam csinálni hogy nem lehet belépni ha I4.0= 0.
Viszont a kerdésem az lenne hogy hogyan tudom megcsinálni hogy egy üres képernyőn kiírja egy keretbe hogy "programozó kulcs szükséges!"
És ez pár masodpercig kinnt van majd visszaáll a főmenübe ahonnet belépni akartam.Ha a programozó kulcs el van fordítva akkor pedig simán belép.
Köszönöm
-
Szirty
őstag
válasz
 Tomika86
#7476
üzenetére
Tomika86
#7476
üzenetére
Szia Tomika86!
Valóban WinCC-ről van szó és nem WinCC Flexible-ről?
A kettő teljesen más én meg nem szeretek üres köröket futni, de most feltételezem (megint) hogy WccF.Tedd a következőket:
Nyisd meg azt a screent amelyik csak a kulccsal nyitható meg.
A screen Visibility tulajdonságánál add meg hogy a screen csak akkor legyen látható ha az I4.0=1 (Object state: visible, Range from:1 to: 1 Type: integer)
Utána tegyél le egy szöveget ennek a screennek a közepére: "Csak programozó kulccsal elérhető". A szöveg hátterét válaszd átlátszatlanra, adj neki valami színt, esetleg keretet is, a méretezését kapcsold kézire (properties Layout auto sizing, pipa ki).
Lényeg hogy takarja el az egész képet vagy legalábbis azt a részét ahol vezérlő elemek vannak. Érdemes ezt a szöveget egy másik rétegre tenni amit kikapcsolsz, hogy szerkesztéskor ne zavarjon (a rétegek ki és bekapcsolása a runtime megjelenítésére nincs hatással).
Ezután válaszd ki ezt a szöveget és animation / visibility-nél állítsd be hogy akkor legyen látható ha I4.0=0 (Object state: hidden, Range from:1 to: 1, Type: integer).A fenti dolog hatása a következő:
Ha I4.0= false és a HMI arra a képre akar váltani amihez kell az I4.0, akkor nem vált át (egy rendszer üzenetben szól is).
Ha az I4.0 aktív és átváltottak a védett képre, de ekkor megszűnik az I4.0 akkor a védett kép a kijelzőn marad, de eltakarja a rajta levő dolgokat a fenti felirat. -

GaborNL
újonc
Sziasztok
Volna egy kérésem. Van egy üveg töltő automatám és az erintő képernyője nem müködik.
simatec Touch TP600Vettem egy másikat de ezen nincs rajta a program. Hogyan tudnam milyen programmal egyikről a másikra átmásolni?
Előre is köszönöm a válaszokat. Esetleg azt is kérdezném honnan tudom beszerezni a programot.
Gabor
-
Szirty
őstag
válasz
 GaborNL
#7482
üzenetére
GaborNL
#7482
üzenetére
A program neve ProSave amivel a panel "programját le tudod menteni és másikra átrakni.
Innen pl. letöltheted de regisztrációhoz kötött.
Továbbá a ProSave programot tartalmazza a ProTool és a WinCC Flexible szoftver is ha esetleg ilyen van valamelyik gépre telepítve akkor ProSave is van.
Lényeges hogy a ProSave csak egy image-et ment le, vagyis nem szerkeszthető, és csak ugyanolyan panelre lehet visszarakni mint amilyenről le lett mentve.
-

miclucky
tag
sziasztok,
Beckhoff BX8000-es(RS232 csatlakozás only) plc-re szeretném rátölteni a projektet(szerencsére megvan), TWINCAT2, a plc rész OK, mivel lehet választani com portot, de mivel egy "kocka" programozta ezért rá kell töltenem az IO konfigot is.
Na itt a probléma, system managerben a target -nél van a local (ami a pc-m) és nincs com-port viszont van
search ethernet!?!?
Arra gondoltam, hogy egy TwinCAT "mániákus" alapból mondja nekem, hogy te kis hüle, hát odakattinccsáüdv
Lucky
(feltelepítem egy másik gépre a twincatot, mert a system startra kattintva hibát dob a regisztrációra...30 napos verzió, Beckhoff szerint a regisztráció ok, az ő javaslatuk "kis" idő elteltével az volt, hogy csináljak egy új temporary BX projektet....és utána már benne lesz a választhatók listájában, nem lett benne )
) -
miclucky
tag
válasz
 miclucky
#7487
üzenetére
miclucky
#7487
üzenetére
no, mivel annyira bántott ez a dolog, hogy...
1. Twincat v2 hiba nélküli install, végül x86 WinXP(win virtual PC) lett a befutó (64-bitet a legfrissebb letölthető verzió nem támogatja)
2. user manual , AMS router-nél kell beállítani(Twincat/sys/properties) egy remote computer-t, mely AMS Net ID-je a PLC-ről leolvasható(default:1.1.1.1.1.1),Adrdress: COMx:baudr,p....stb., Transoprt: COM-PORT) és Heureka.
(már megint ismeretlen vizekre tévedtem )
)[ Szerkesztve ]
-
Szirty
őstag
válasz
miclucky
#7488
üzenetére
"már megint ismeretlen vizekre tévedtem"
Ilyen ez a szekér.
Nekem az jut eszembe amikor egy Lenze vonalkód olvasóval hozott össze a sors. Konfigolni kellett.
Van rajta egy USB csatlakozás.
A hozzá adott szoftver USB drivere megvalósít egy virtuális soros porot a PC-n.
A virtuális soros portra ráül egy virtuális NIC (hálózati adapter) aminek lesz egy "légből kapott" IP címe (amit mint később kiderült nem érdemes piszkálni).
A virtuális COM porton működő virtuális hálózati adapteren keresztül egy TELNET kapcsolatot hoz létre a vonalkód olvasóval.
Tehát kvázi parancssoros szöveges parancsokkal lehet vezérelni.
De erre felépítettek egy grafikus szoftvert, ami egy Web szervert telepít, ami kiadja a Telnet parancsokat.
Így böngészőn keresztül konfigolható (már ha minden taktra összejön).Szerintem ilyen az amikor friss diplomás Linux kockák fejlesztenek multinak.
-
Miertvansote
tag
válasz
Miertvansote
#7473
üzenetére
Sziasztok!
Nemrég írtam erről a töltögetős progiról, most végre eljutottam oda hogy foglalkozzak vele.
Leírom, hogy hogy szeretném hogy működjön a program meg hogy mit csináltam, légyszi ellenőrizzétek le. Köszi.Ha elindul a töltés, akkor az mentse el az aktuális szintet. Utána a töltés közben figyeljük hogy mennyi impulzust kapunk (literenként egyet.) Ha 50 et elértük akkor, egy másik tagbe el kell tárolni az aktuális szintet. Ekkor rögtön össze kell hasonlítani, hogy mekkora az eltérés, ha kisebb mint 100 akkorhiba van, ha nagyobb vagy egyenlő mint 100 akkor rendben van. Ha rendben van akkor resetelje, a folyásszámlálót és közben írja felül a kezdeti szint értékét az éppen aktuális értékre. Majd minden ismétlődik amíg tart a töltés. A szintérzékelő fordítva mér ugye ha emelkedik a szint akkor csökken a raw érték.
Itt hátha jobb minőségben látjátok
Üdv.
-
Tomika86
senior tag
Sziasztok!
TIA Portal V15-be raktam át egy WinCC flexible 2008 projectet, az oka hogy jobb és olcsóbb panelek vannak(jobb grafikával). STEP7 v5.6-al indítom a szimulációt, download-al rátöltöm a projectet, TIA portalban pedig indítom a HMI szimulációt.
Pár kérdésem akadt:
- Minden TAG 100ms-re van állítva, mégis van ami egyből megjelenik, van ami akár 1 perc után. Amikor a VAT táblában módosítom az értékét egy változónak.
- Vannak belső TAG-ek, amiket képlettel számoltatok át a PLC-n lévő DB-be, na ezeknek az értékét nem látom egyáltalán.
- Hogyan tudok Enable Objects funkciót az új V15-ben? Gyári gép és csak Tia Portal V15 Basic, ha ettől függene.Köszönöm!
-
Tomika86
senior tag
Sziasztok!
WinCC flexible 2008 receptes kérdésem lenne.
Össze van állítva a recept minden eleme, be van állítva egy belső TAG string típusra, ebben van a datarecord neve (recept csak egy van, azt nem kezelem).
Kettő kérdésem lenne:
- Ha kiválasztom a megfelelőt és rányomok a PLC-be küldésre, csak ekkor legyen a neve a fenti TAG-ben, most jelenleg kiválasztom és egyből azt jelzi a főképernyőn egy kimeneti mező.- Illetve ha egy a fentit megcsinálom, akkor a gép teljes áramtalanítás és bekapcsolása után az a név jelenjen meg ami be van töltve a PLC-be (kikapcsolás elött). RT-ben üres mező van a felső kiválasztásnál és minden elem mellett 0 van. Vagy ha élesben működik a panelben a project akkor nem így van?
Köszönöm
-

mcwizard
tag
Sziasztok!
Érdeklődnék, hogy másnál is produkált-e hasonló jelenségeket a Simatic Manager, vagy csak engem tisztelnek meg ennyire a bugok?
- Telepítettem a v5.6-ot, és azóta nem tudok a nem aktuális HWConfig-gal Online-ba menni. Mikor kiírja, hogy nem aktuális és azt a lehetőséget választom Upload, akkor azt a hibát dobja a Windows, hogy "az S7 működésében hiba lépett fel és leállt". Ha egy állomásról teljes Upload-ot akarok csinálni, akkor is ez a hiba fogad. Néhány ismerőst kérdeztem már róla, aki használja a programot, de nem találkoztak még vele, de nekem 4 gépből mind a 4 produkálta.
- Telepítettem a hotfix 5-öt. Ez orvosolta szerencsére a hibát.
- Nemrégiben telepítettem a V5.6 SP1-et (STEP7_PROFESSIONAL_2017_SR1). Na azóta meg license hibát dob a license manager, ha egyszerre próbálom használni a TIA Portalt és a Simatic Managert. Külön-külön nincs baj, de ha valamelyik szoftver futtatása közben elindítom a másikat, akkor jön a hiba. Ettől függetlenül működik mindkettő párhuzamosan, de dobálja a license hibát. SP1 előtt nem volt ilyen baj.Igazából csak kíváncsi vagyok, hogy másnál is vannak-e ilyen jelenségek, vagy csak én vagyok ilyen szerencsétlen.

Üdv,
-

ratkaics
senior tag
Sziasztok!
Lenne egy olyan feladatom, hogy S7 318-2-es CPU-val kellene fogadnom egy 20Hz-es potenciálmentes impulzust és az impulzusokat folyamatosan számolni (sűrített levegő mennyiség mérés).
Létezik ilyen impulzus számlálásra konkrét modul? Ha igen, akkor melyik az. Ha nem, akkor hogyan lehet ezt jól megcsinálni?Nagyon köszönöm előre is mindenki segítségét!
Csaba
Olyan nincs, hogy valami nem sörnyitó ....
-
mcwizard
tag
-
Tomika86
senior tag
Sziasztok
Siemens s7-300-at szeretnék hőfokszabályozásra befogni.
Van analóg bemenetes kartyám amire Pt100as köthető illetve van HMI is a rendszerben.
A fűtőtestek Omron 1fázisú szilárdtest relékkel vannak használva, de a jelenlegi hőfokszabályozók kifutó típusúak (Eurotherm), ezért gondoltam a plc-s PID szabályozásra.Ha FB58 blokkot használnék akkor azzal direktbe kapcsolgathatom a plc egyik digitális kimenetét amire a szilardtest rele van kötve?
Köszönöm



































 )
)
 )
)



Új hozzászólás Aktív témák
- Skoda, VW, Audi, Seat topik
- Gyúrósok ide!
- A fociról könnyedén, egy baráti társaságban
- ASUS ROG Ally
- Kormányok / autós szimulátorok topicja
- Fényképeken a Google Pixel 9 Pro
- Luck Dragon: Asszociációs játék. :)
- Huawei P30 Pro - teletalálat
- Honor Magic5 Pro - kamerák bűvöletében
- Renault, Dacia topik
- További aktív témák...

- Dell Latitude E6320 Core i5-2520M 2.50GHz 4GB Notebook, Win 10 pro használatra kész, REÁLIS ÁRON!
- HIBÁS MSI GeForce RTX 3090 24GB Suprim X GDDR6X 384bit
- Dell Latitude 5420 /I5-1145g7/16GB/512GB SSD/14" FHD Touch laptop garanciás
- Intel i5 6600k processzor eladó
- Új! Logitech G PRO X 2 LIGHTSPEED Gaming Headset, fekete